




Cieľom mojej práce je overenie funkcie kaviačného ohrievača úžitkovej vody (ďalej už len KO), pre použitie v domácnostiach ako náhradu za iné výtopné telesá, ktoré sú bežne dostupné na trhu. Táto problematika ma zaujala hlavne svojou nevšednosťou a mojim záujmom o alternatívne zdroje energie. V práci by som chcel objasniť problematiku kavitácie, opísať princíp funkcie KO, jeho výhody a nevýhody, navrhnúť zapojenie v rámci jednoduchého systému a zhodnotiť dosiahnuté výsledky.
Hlavný cieľ práce:
Čiastkové ciele práce:
Kavitačný ohrievač úžitkovej vody pracuje na princípe kavitácie. Kavitácia v prístroji vzniká na nepravidelnostiach na rotore, ktorý je uložený na hriadeli vnútri pracovného priestoru KO. Kavitácia je vo všeobecnosti nežiaduci jav, ktorý vzniká napríklad na lopatkách obežných kolies odstredivých čerpadiel a prejavuje sa znižovaním účinnosti čerpadla a zvýšeným hlukom, v tomto prípade dochádza k narúšaniu materiálu lopatky a následne k znefunkčneniu čerpadla. Hovoríme o neriadenej kavitácii. Vďaka špeciálne tvarovaným nepravidelnostiam na rotore však dochádza k riadenej kavitácii, ktorá nepoškodzuje rotor a tak využíva vlastnosti kavitácie vo svoj prospech. Prístroj sám o sebe nedokáže pracovnú látku (tj. vodu) prečerpávať a preto je nutné použiť čerpadlo. Látka je vedená do KO, v ktorom geometria otvorov na rotore, vôľa medzi rotorom a bubnom a obvodová rýchlosť na rotore vytvárajú tlakové rozdiely v kvapaline a následnú kavitáciu. Výsledkom je premena mechanickej energie na tepelnú. KO ohrieva kvapalinu úplne iným spôsobom ako konvenčné ohrievače – priamo vo vnútri kvapaliny. Konvenčné výmenníky tepla sa často stretávajú s problémami spôsobenými usadeninami, ktoré zhoršujú prestup tepla, zhoršujú účinnosť a poškodzujú tesnenia. Usadeniny vznikajú zrážaním minerálov a iných nečistôt na povrchoch, ktoré sú teplejšie ako ohrievané médium. V KO nie sú žiadne teplovýmenné plochy, na ktorých by usadeniny mohli vznikať, pretože kov je stále chladnejší ako ohrievaná látka. V tomto ma KO veľkú výhodu oproti konvenčným ohrievačom. Nevýhodou kavitačného ohrievača je jeho hlučnosť, pretože počas chodu elektromotora vzniká nežiaduci hluk, tiež aj zanikanie kavity sa prejavuje akustickou odozvou.
Tento jav vzniká pri náhlom lokálnom poklese tlaku v kvapaline za vzniku bubliny pary (kavity), keď podtlak zmizne kavita zanikne implóziou. Počas implózie tlak a teplota pary v kavite môže dosiahnuť viac ako 100 MPa a teplotu až 10 000 Kelvinov. Fyzikálny proces vzniku kavity je podobný varu. Hlavný rozdiel je v tom, že pri vare je lokálny tlak pary v kvapaline vyšší ako tlak okolitého prostredia a je prítomné dostatočné množstvo tepla na skupenskú zmenu kvapaliny.
Môj návrh konštrukcie bol navrhnutý na čo najjednoduchšiu konštrukciu, ktorá bude rozmerovo a výrobne nenáročná. Prvý návrh počítal s rotorom priemeru D=120 mm a otáčkami na hriadeli n=5400min-1. Krútiaci moment sa mal prenášať z elektromotora remeňovým prevodom na hnanú remenicu hriadeľa s prevodom do pomala. Napnutie remeňa malo byť realizované samonapínaním vlastnou tiažou elektromotora zaveseného na výkyvnej podložke. Klady tejto konštrukcie spočívali v nízkej cene, kratšej výrobnej dobe a nenáročnosti na výkon elektromotora. Problémom však stále zostával malý počet dier (72), relatívne malá obvodová rýchlosť (iba 122kmh-1). Zavesenie elektromotora je rozmerovo a konštrukčne náročné a je potrebná vysoká presnosť výroby.
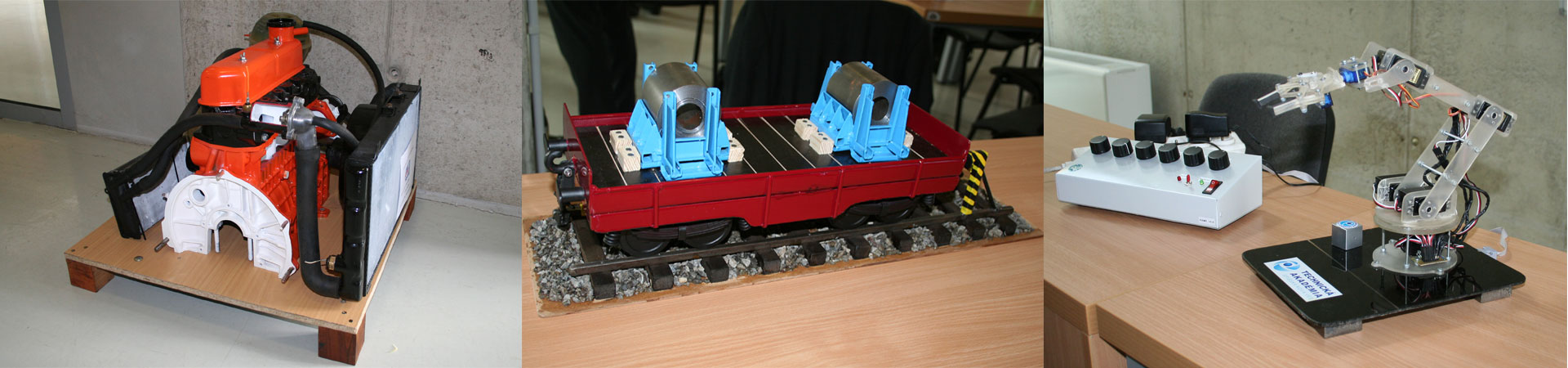
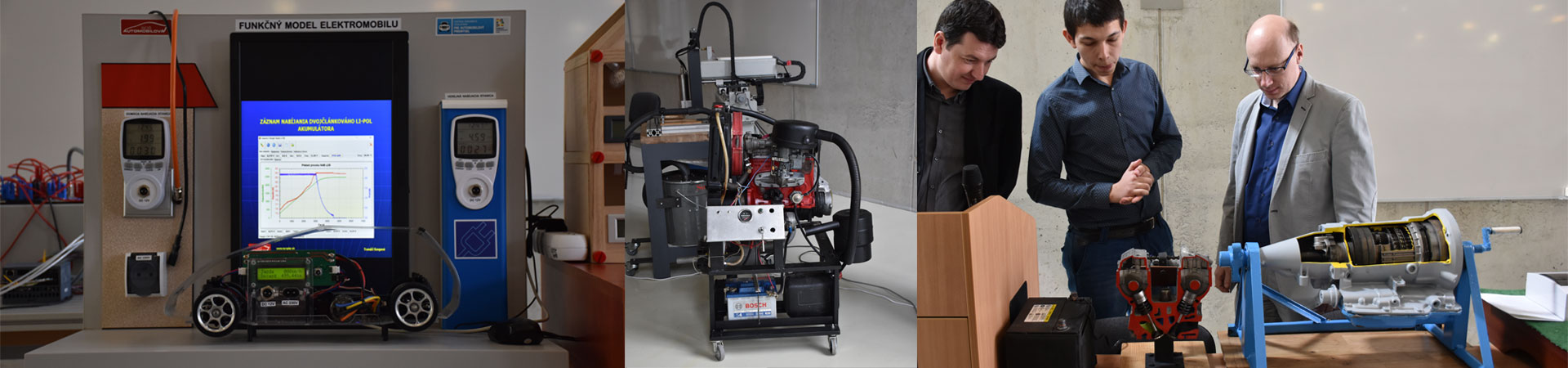
Finálny návrh (Obr. 1.) vznikol zväčšením pôvodného modelu takmer o polovicu. Remeňový prevod sa nahradil pružnou čapovou spojkou (Obr. 2.), takže elektromotor s otáčkami n=8000min-1 a výkonom P=2,2kW sa pripojil na priamo. Tým sa zvýšila obvodová rýchlosť na rotore (D=160mm) na 270,6 kmh-1 a celkový priestor ktorý zaberá prístroj sa zmenšil. Medzera medzi rotorom a obalom bola navrhnutá so šírkou 1mm.
Obr. 1
Obr. 2
Najdôležitejšou časťou KO je rotor. Hlavnými parametrami je geometria a počet dier na obvode. Priemer rotora je D=160 mm. Na obvode rotora bolo navrhnutých 6 radov po 27 dier (spolu 162 dier). Diery sú vyosené o určitý uhol na zvýšenie efektívnosti stroja. Spojenie hriadeľa a rotora je realizované tlakovým spojom namiesto často používaného spojenia tesným perom.

Obr. 3
Obr. 4
Obr. 5
Obr. 6
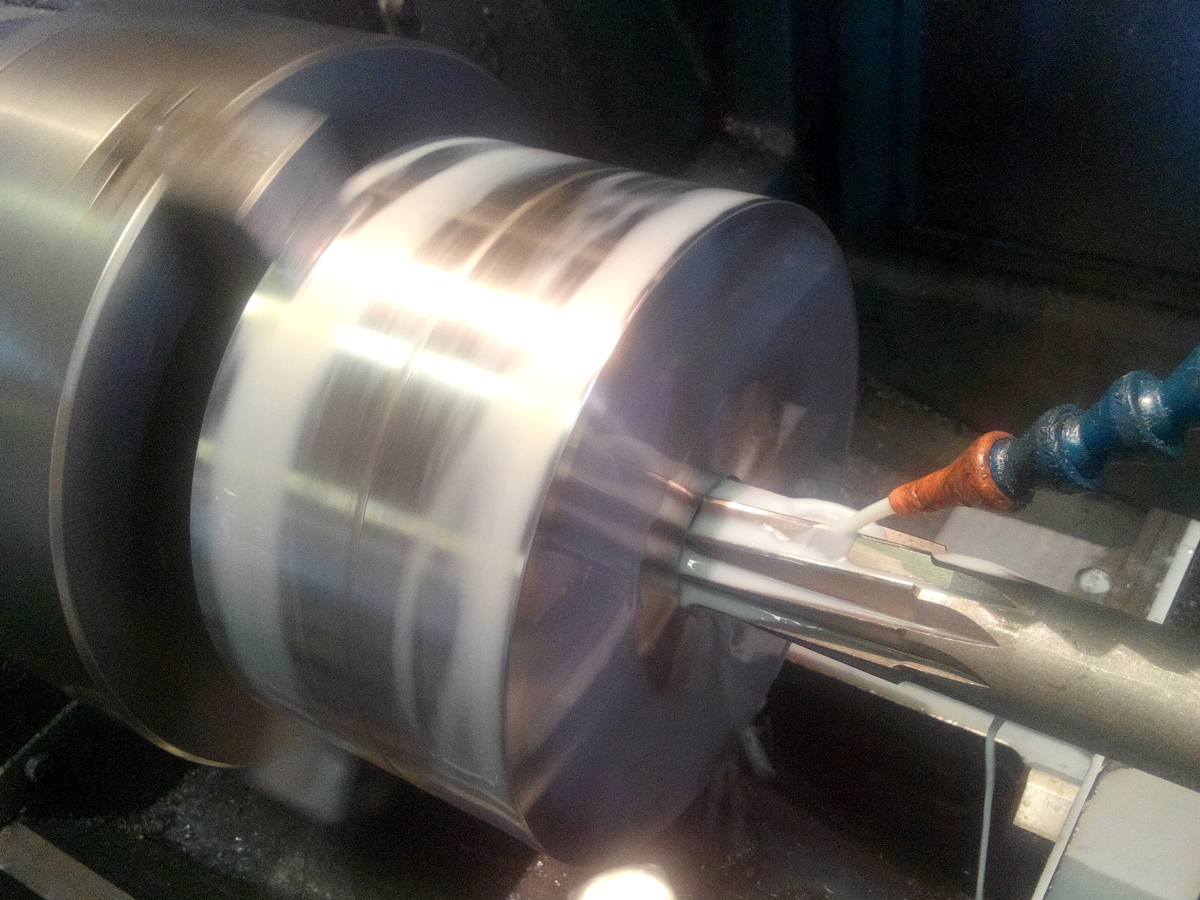
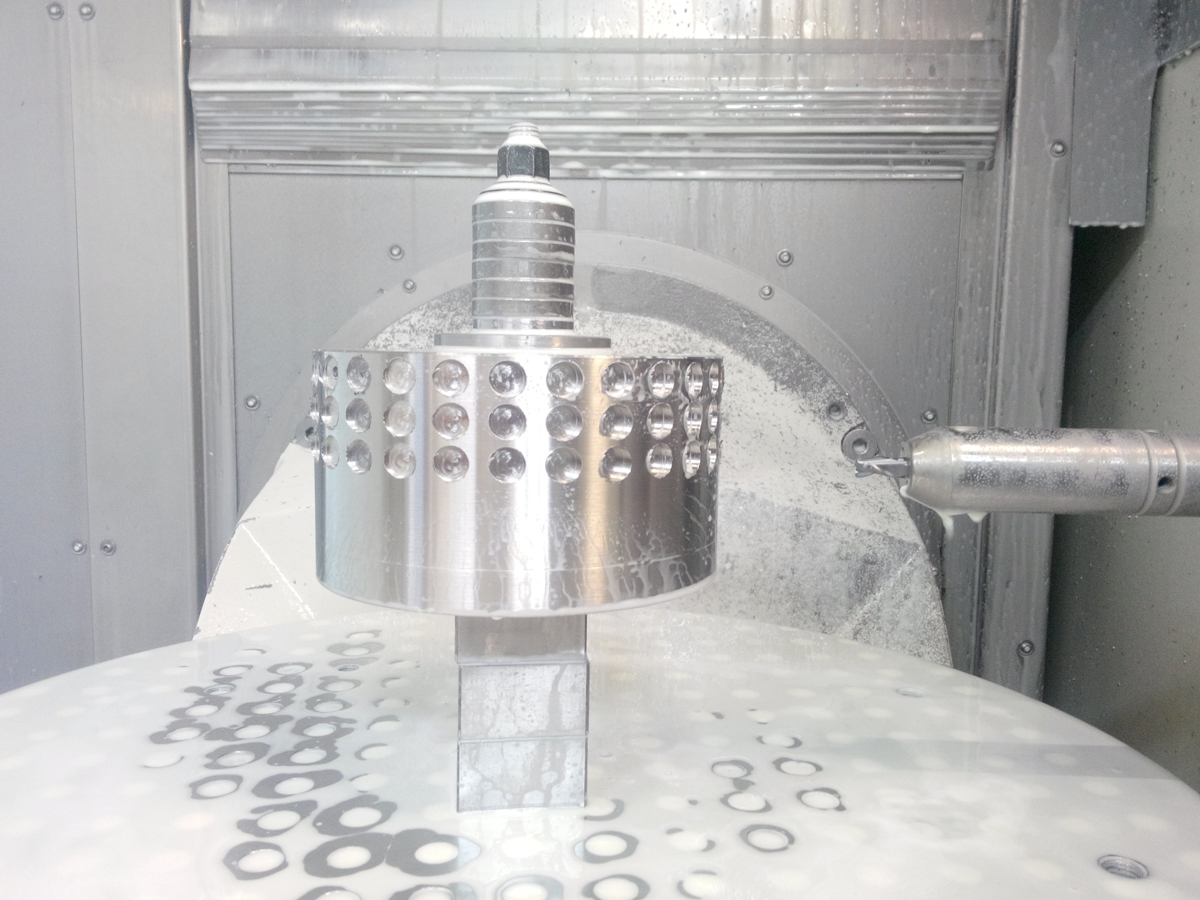
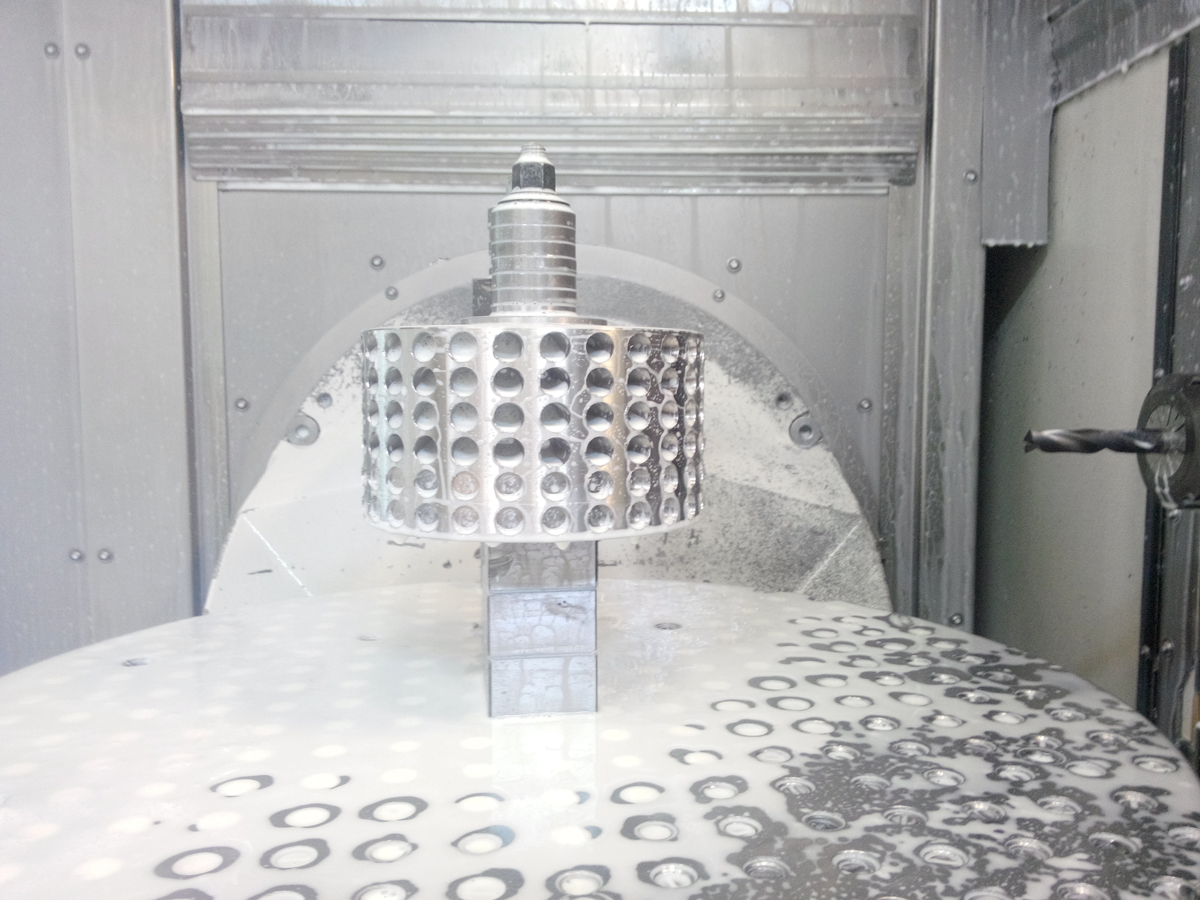
Rotor sa vyrábal z polovýrobku kruhového prierezu z priemerom 170 mm a výškou 100 mm. Prvé operácie sa realizovali na sústruhu. Najprv bolo potrebné upraviť polovýrobok na rozmery rotora s prídavkom na čisto. Ďalšou operáciou bolo vŕtanie presnej diery pre hriadeľ (Obr. 3. a 4.) a následné sústruženie vybrania. Rotor bol po týchto operáciách pripravený na vŕtanie dier na obvode pomocou 5- osej CNC frézovačky. Vŕtať sa do šikmej plochy nedá a preto program (Príloha 1) prebiehal v dvoch fázach. V prvej fáze sa do šikmej plochy, v mieste kde mala byť diera, vyfrézovala rovná plôška s kruhovým profilom s rovnakým priemerom ako priemer diery (Obr. 5.). V druhej fáze sa do týchto rovných plôch vŕtali diery (Obr. 6.). Rotor bol už takmer hotový a pripravený na spojenie s hriadeľom. Spojenie tlakovým spojom je možné realizovať štyrmi spôsobmi a to:
Zvolili sme štvrtý spôsob. Hriadeľ sme schladili na -7°C a rotor ohriali na približne 150°C. Po tejto úprave sme hriadeľ do diery v osi rotora jednoducho nasunuli (Obr. 7.). Bolo potrebné už len osústružiť čelá rotora na čisto a brúsiť priemer rotora. Posledné dve operácie sme vykonali kvôli zamedzeniu axiálneho a radiálneho hádzania.

Obr. 7
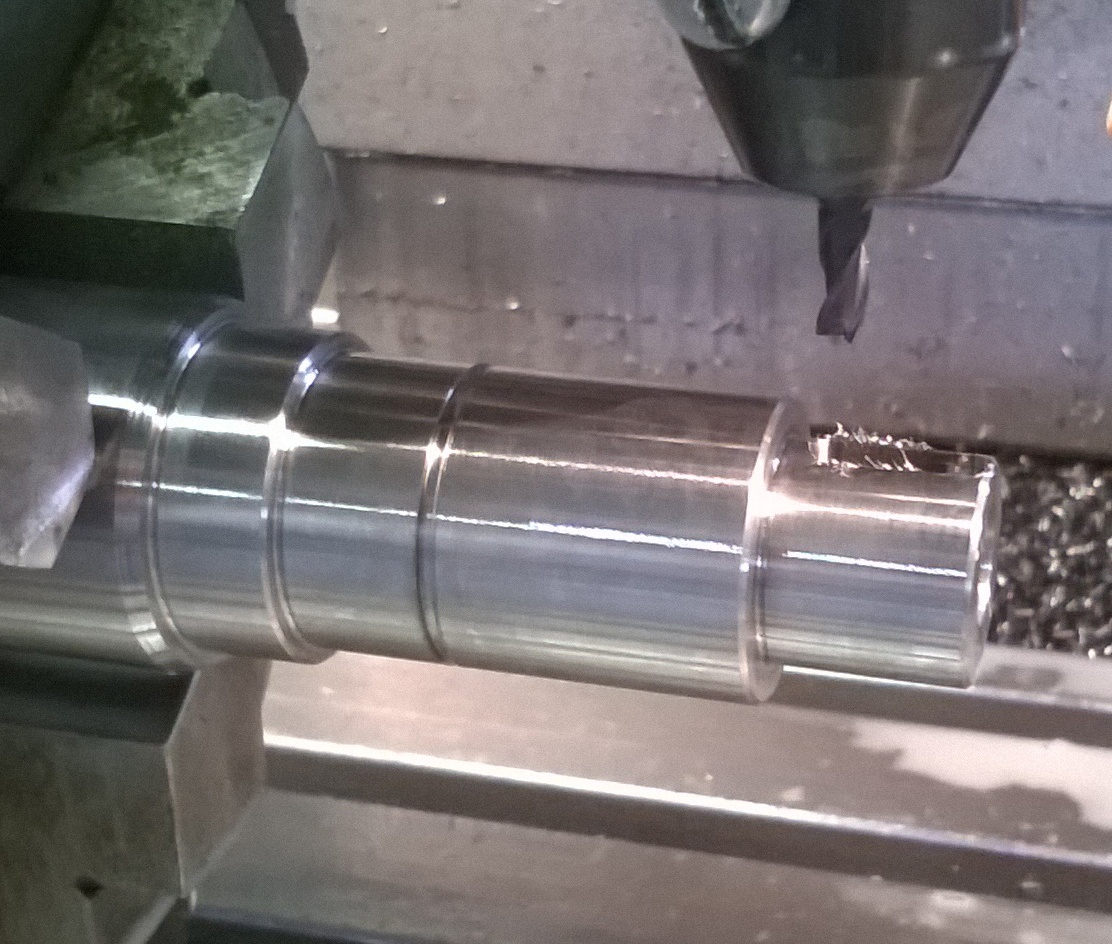
Hriadeľ sa vyrábal z rovnakej ocele ako rotor. Polovýrobok kruhového prierezu mal rozmery 50 mm x 185 mm. Prvou operáciou bolo sústruženie polovýrobku na najväčšiu dĺžku a priemer hriadeľa. Navŕtali sa aj strediace jamky. Hriadeľ sa následne upol medzi hroty (Obr. 8.) a pokračovalo sa sústružením ostatných priemerov. Po týchto operáciách bolo potrebné vyfrézovať drážku pre tesné pero a dokončiť výrobu brúsením priemerov na predpísanú toleranciu (Obr. 9. a 10.).

Obr. 8
Obr. 9

Obr. 10
Na zamedzenie prúdového nárazu pri spúšťaní elektromotora bolo potrebné navrhnúť regulátor výkonu, ktorým by bola možná plynulá regulácia otáčok elektromotora.
Zvolili sme ľahko prístupnú a nenáročnú variantu v podobe triákového regulátoru výkonu TIPA PT019 (Obr. 11.). Tento regulátor dokáže regulovať výkon až do 2,7kW. Zapojenie vychádza z katalógového zapojenia triáku koncernu TESLA s regulačným RC členom a diákom. Trimrom sa nastavuje dolná hranica regulovaného výkonu a potenciometrom výkon v danom rozsahu. Na ochranu triáka pred veľkým zaťažením sme použili 10A poistku.
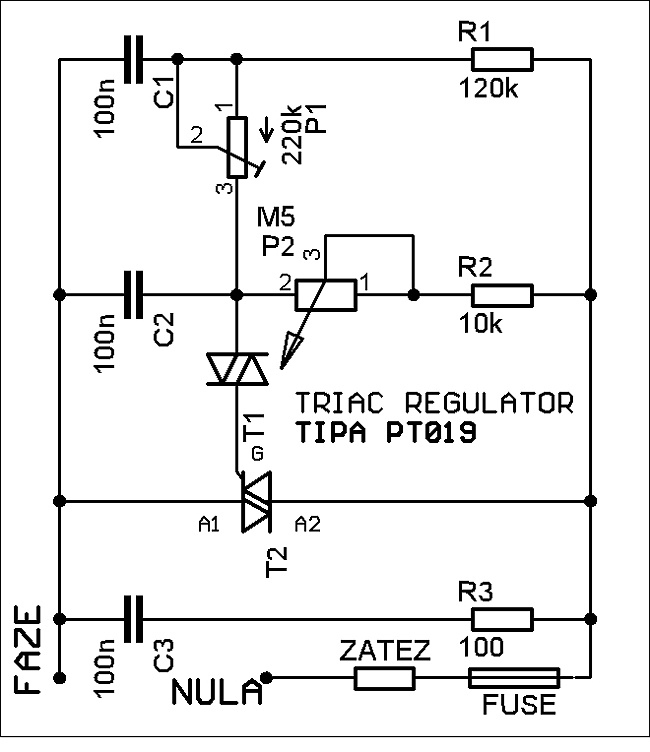
Obr. 11
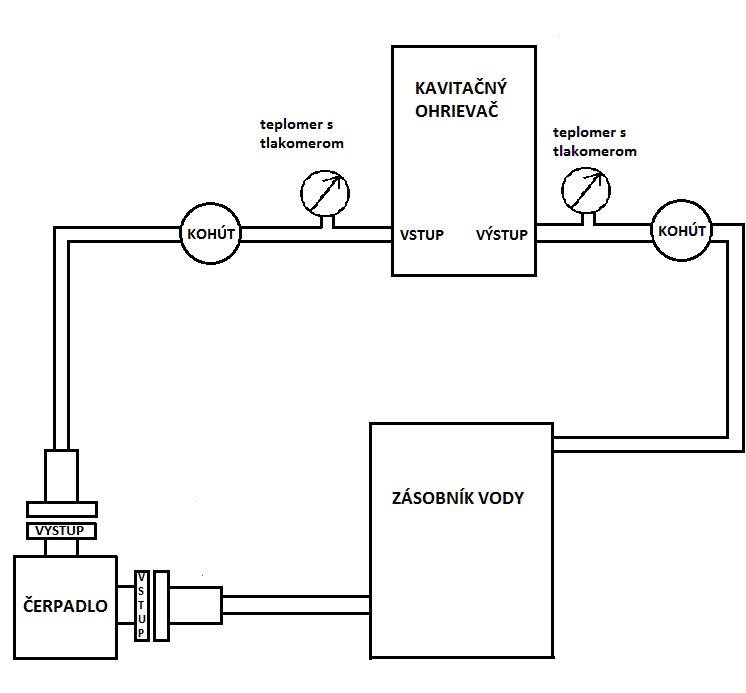
Ide o jednoduché zapojenie systému s uzavretým obehom pracovnej látky. Voda sa zo zásobníka pomocou čerpadla prečerpáva do KO, v ktorom sa voda ohrieva a pokračuje naspäť do zásobníka. Na kontrolovanie teploty a tlaku vody v kavitačnom ohrievači sa používa dvojica kapilárových termomanometrov. Kohúty majú dvojaký účel a to kôli jednoduchšej manipulácii s KO počas demontáže zapojenia a následného premiestňovania, a na regulovanie tlaku v kavitačnom ohrievači počas jeho chodu.
Obr. 12

Obr. 13
1- Kavitačný ohrievač úžitkovej vody
Slúži ako náhrada za iné výtopné teleso. Ohrieva vodu ktorá je čerpadlom odvádzaná do výstupu a následne do zásobníka vody.
2- Elektromotor
Slúži na pohon KO. Ide o jednofázový komutátorový elektromotor s výkonom 2,2 kW a maximálnymi otáčkami 8000 min-1. Krútiaci moment sa na hriadeľ KO prenáša pružnou čapovou spojkou vlastnej konštrukcie (obr. 3)
3, 4- Termomanometre
Sú to tlakomery, ktoré zároveň merajú aj teplotu vody. Maximálny tlak ktorý dokážu odmerať je stanovený na 4 bary a maximálna merateľná teplota je 120°C
5, 6 - Kohúty
Slúžia na reguláciu tlaku vnútri KO a pri odstavení na uzavretie pracovného priestoru.
Tento systém je stále vo fáze vývoja a zdokonaľovania. Počas testov kavitačného ohrievača sa postupne prichádzalo na niekoľko nedostatkov tejto konštrukcie. Ide o nedostatky, ktoré je ešte potrebné vyriešiť a kôli ktorým nie je v tejto dobe možné meranie účinnosti prístroja.
Prvé spustenie KO bolo iba záťažovým testom pre hriadeľové tesnenia, elektromotor a ložiská. Pracovný priestor KO nebol zahltený vodou. Z neznámych príčin sa jedno z ložísk poškodilo a spôsobilo haváriu. Je pravdepodobné, že sa to stalo kôli jeho prehriatiu alebo vibráciami spôsobenými hádzaním na hnanom kotúči spojky. Prehriatiu ložiska by sa dalo zabrániť výmenou ložísk, za ložiská s kvalitnejšieho materiálu, odsadením ložísk ďalej od rotora a vytvorením rebrovania slúžiaceho ako chladenie na vonkajšom priemere ložiskovej skrine. Hádzaniu sa zabráni presnejšou výrobou a montážou.
Druhé spustenie sa vykonávalo so zahlteným pracovným priestorom kavitačného ohrievača. Pri spustení nasucho motor nemal problém držať sa v najvyšších otáčkach ani po veľmi dlhú dobu bez prehriatia spôsobeného veľkým prúdom. Avšak pri zahltenom pracovnom priestore kladie voda príliš veľký odpor pôsobiaci proti otáčaniu rotora. Tento odpor sa zväčšuje spolu so zvyšovaním otáčok na hriadeli. S týmto odporom som síce rátal ale pri voľbe motora som dával prednosť pracovným otáčkam pred výkonom. Tiež som bol pri voľbe motora limitovaný aktuálnou ponukou na trhu. V nízkych otáčkach motor nemal problém udržať si teplotu. Avšak počas postupného zvyšovania otáčok až na maximálne (pracovné) otáčky potreboval motor stále viac prúdu, na ktorý ale nebol stavaný a dvakrát kôli tomu takmer zhorel. Pracovné otáčky v oboch prípadoch neboli dosiahnuté. Tento problém by sa dal vyriešiť jednoduchou výmenou motora za výkonnejší trojfázový. Trojfázové motory s takýmito otáčkami sú však ťažko dostupné. Jedná sa o špeciálne motory, ktorých kúpa vysoko presahuje môj rozpočet. Ďalším variantom je kúpa trojfázového elektromotora s minimálnym výkonom 4kW a jeho následným sprevodovaním, pomocou remeňového prevodu, do rýchla. Je to jeden z najschodnejších variantov riešenia problému.
Výsledkom môjho úsilia je využitie teoretických vedomostí nadobudnutých počas štúdia na vlastný návrh konštrukcie prístroja na ohrev vody pomocou kavitácie, vrátane pevnostných výpočtov hlavných častí stroja, výroby súčiastok, okrem vŕtania dier na obvode rotora pomocou 5- osej CNC frézovačky a návrh zapojenia prístroja do systému. Tento prístroj je skonštruovaný len na overenie funkcie a nadobudnutie skúseností s týmto prístrojom, ktoré by som chcel zužitkovať pri návrhu plne funkčného kavitačného ohrievača úžitkovej vody s automatickým elektronickým riadením a minimálnymi požiadavkami na údržbu.
Príloha - program pre 5-osú CNC prézovačku
