




Cieľom mojej práce je zhotoviť jednoúčelový prípravok, ktorý sa bude využívať pre úpravu nepodarkových polovýrobkov, kde počas výroby polovýrobku nastali chyby. Význam v používaní prípravkov spočíva v zrýchlení, skrátení výrobných časov, spresnení a zjednodušení výrobného procesu. Požadovaná kvalita výrobkov je v dnešnej dobe významným faktorom pridosahovaní úspechov v konkurenčnom boji na trhu. Zriedkavým javom je, že pri výrobe sa občas vyskytujú aj nepodarky, ktorým sa pri výrobe nekládla dôrazná pozornosť na to, aby sa dosiahli požadované rozmery a kvalita výrobkov. V súčasnosti sav praxi používajú rôzne druhy prípravkov. Ich hlavnou úlohou je správne a pevné zapolohovanie súčiastky, od čoho závisí presnosť rozmerov a tvar výrobku.
Prípravky sú pomôcky, ktoré nám všeobecné slúžia najmä na znižovanie nepodarkovosti v sériovej a hromadnej výrobe, zvyšovanie technickej úrovne a zvyšovanie produktivity v kratšom časovom rozhraní. Pomáhajú teda k zvýšeniu presnosti, akosti povrchu a produktivity výroby.V praxi sa prípravky využívajú konkrétne na upnutie obrobku vzhľadom na nástroj v niektorých prípadoch sa používajú súčasne aj na vedenie nástroja. Výhodou prípravkov je rýchle a bezpečné upnutie obrobku na vybraný stroj. Znižujúkvalifikovanosť obsluhy stroja.
Prípravky sú pomocné zariadenia, ktoré sú určené predovšetkým k jednoznačnému nastaveniu a pevnému uchyteniuobrobku pri obrábaní. V praxi sa prípravky využívajú konkrétne na upnutie obrobku vzhľadom na nástroj v niektorých prípadoch sa používaj súčasne aj na vedenie nástroja. taktiež na pridržanie obrobku vo vzájomnej polohe pri ich zmontovaní, k vedeniu nástroja a kontrole rozmerov obrobku.
1. Prípravky na obrábanie
2. Montážne prípravky
3. Kontrolné prípravky
4. Rysovacie prípravky
5. Ostatné pomocné a doplnkové zariadenia
1. S ručným upínaním–pri tomto upínaní je vynaložená fyzická sila pracovníka tak, aby bola čo najmenšia a najefektívnejšia.
2. S mechanickým upínaním–pri tomto spôsobe upínania sa fyzická sila pracovníka nahrádza mechanickou silou napr. 1.pneumaticky
2. hydraulicky
3.elektromagneticky
4. elektromotorický
5. kombináciou vyššie uvedených
1. Univerzálneprípravky– Sú podľa použiteľnosti skonštruované na upínanie rôznych druhov obrobku a veľkosti, ktoré sú najmäspoločného typu, alemôžu sa líšiť veľkosťou.
2. Špeciálneprípravky– Sú jednoúčelové prípravky, skonštruované výlučne na upínanie špecifických obrobkov, ktoré majú jeden konkrétny tvar, prípadne najednu určenúoperáciu.
3. Skupinovéprípravky– Sú určené na upínanie obrobkov s podobnými konštrukčnými a technologickými znakmi. Majú výhody jednoúčelovýchprípravkov, uplatňujú sa najmä pri NC obrábacích strojoch. Skupinové prípravky sú zložené zo stálych vymeniteľných alebo nastaviteľných časti.
4. Stavebnicovéprípravky– Sú vyrobené z typizovaných dielcov a montážnych skupín.Dajú saposkladať a prestavovať do rozličných zostáv tak, abyuchytili súčiastku v požadovanom mieste a smere.Najčastejšie sa využívajú v malosériovej výrobe.
1. Konštrukčné–ako bude prípravok vyzerať, ako bude uložený voči súčiastke, kde sa bude upínať
2. Výrobno– technologický–akým spôsobom ju vyrobíme, na akých nástrojoch a z akých materiálov
Pri konštruovaní prípravkou musíme dodržať tieto základne zásady:
1. Pred vlastným návrhom prípravku je potrebné ujasniť si pracovný postup danej súčiastky
2. Obrábaná plocha musí ležať čo najbližšie k upínacie
3. Prípravok musí byť dostatočne tuhý
4. Poloha obrobku musí byť zabezpečená pevnými dorazmi
5. Rezný odpor by mal, ak je to možné, pôsobiť proti dorazom
6. Obsluha má byť jednoduchá, ľahká, s malou silou, nenáročná a rýchla
7. Zmysel pohybov upínacích prvkov má byť jednotný
8. Ovládacie prvky nesmú prekážať pohybu nástroja, odchádzajúcim trieskam
9. Pri konštrukcii je nutné dbať na odtok rezné kvapaliny, odvod triesok ...
10. Prípravky upínanej na vreteno stroja musí byť ľahké a vyvážené
11. Hrany, s ktorými prichádza robotník do styku, musia byť zrazené, zaoblené
V priebehu výroby pôsobí na presnosť vyrábanej súčiastky viacero vplyvov, ktorémôžu spôsobiť odchýlky u konečného výrobku. Odchýlky, ktoré vzniknú, môžubyť spôsobené uložením obrobku a jeho upnutím v prípravku, na presnostiprípravku a jeho uloženia na stroji, na rezných podmienkach atď. Odchýlky, ktoré vplývajú na rozmer súčiastky pri obrábaní môžeme rozdeliť na 3 skupiny.
1. Odchýlky z uloženia obrobku– závisia od spôsobu uloženia obrobku v prípravku
2. Odchýlky prípravku – vznikajú deformáciou prípravku a jeho častí pôsobením upínacej sily, vôľou medzi prípravkom a nástrojom, deliacimi mechanizmami a uložením prípravku na stroj
3. Odchýlky strednej hospodárskej presnosti pri obrábaní – tieto (ne)presnosti závisia na rezných podmienkach, tuhosti prvkov sústavy stroj - nástroj, na presnosti nástroja a jeho zoradení vzhľadom k obrobku atď.
Sústruženie je trieskové obrábanie vonkajších a vnútorných povrchov, pri ktorom obrobok koná hlavný otáčavý pohyb a nástroj vykonáva vedľajší pohyb posuv. Pri sústružení obrobok spolu s prípravkom vykonávajú rotačný pohyb okolo svojej vlastne osi. Aby prípravok spĺňal požadovanú funkciu, musí byť dostatočne pevný, tuhý bezpečný a presný. Pre dosiahnutie presnosti obrobku sústruženého v prípravku musíme pri jeho konštrukcií zabezpečiť presné zastredenie súčiastky v prípravku a presné zastredenie prípravku vo vretene sústruhu. Ak chceme dosiahnuť tieto vlastnosti musíme zabezpečiť špecifické vlastnosti, ktoré vplývajú na toto dosiahnutie:
1. Vyváženie obrobku v prípravku
2. Zabezpečenie obrobku proti pôsobeniu ohybových krútiacich momentov
3. Zabezpečenie obrobku proti osovým silám
4. Presné zastredenie obrobku
5. Prekonávanie zotrvačnej sily na začiatku rotačného pohybu
6. Zabezpečenie rezného pohybu pri pôsobení reznej sily, ktorá sa uplatňuje ako brzdiaci činiteľ

Jedným z druhu obrábania je obrábanie sústružením, pri tomto spôsobe obrábania sa obrábajú rotačné súčiastky, ktoré sa upnú do vretena a rezným nástrojom sa sústružia na vopred stanovený tvar a rozmer. V každej výrobe ako napríklad v hromadnej a aj v sériovej výrobe môže dôjsť zriedkavo k nežiaducim zlým operáciám. V takomto prípade dochádza k tvorbe nepodarkom, ktoré majú negatívny vplyv na výrobu a samotný chod podniku. Jedným z ťažšíchúkonov ako odstrániť dodatočne chybu a opraviťnepodarok je upnúť polovýrobok v nevyhnutných prípadoch v časti závitu polovýrobkuvo vretene.Pretože pri tomto spôsobeupínanianedochádzalen k odstráneniudodatočnej chyby polovýrobku ale aj knáslednému zdeformovaniu závitu spôsobeným vretenom. Preto som sa rozhodol vyhotoviť jednoúčelový prípravok, ktorý sa bude využívať pri sústružení, ktorý nám poslúži na dodatočne odstránenie chyb na polovýrobku spôsobených pri výrobe. Výhody týchto jednoúčelových prípravkoch nám pomôžu jednoduchšie upínať polovýrobok, ale taktiež použitím tohto jednoúčelového prípravku predídeme rôznym deformáciám zavitom, ktoré sa môžu vyskytnúť bez jeho použitia. Tento prípravok sa skladá z polovýrobku a normalizovaných súčiastok. Pri navrhovaní tohto jednoúčelového prípravku som sa rozhodoval medzi jednotlivýminižšie uvedenými variantmi. Po následnom individuálnom zváženie jednotlivýchvýhod a nevýhodjednotlivých variant som sa rozhodol pre vyhotovenie prípravku varianty A.
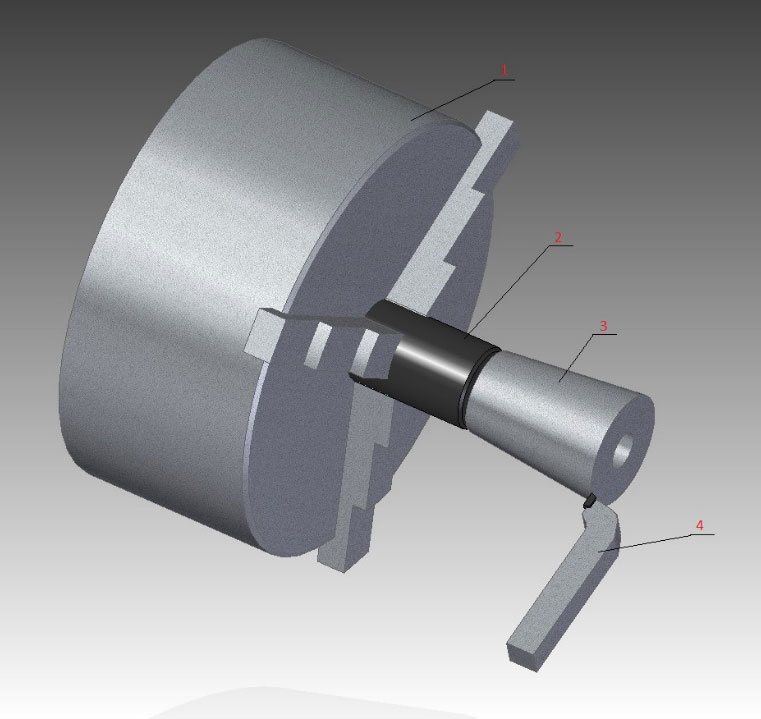
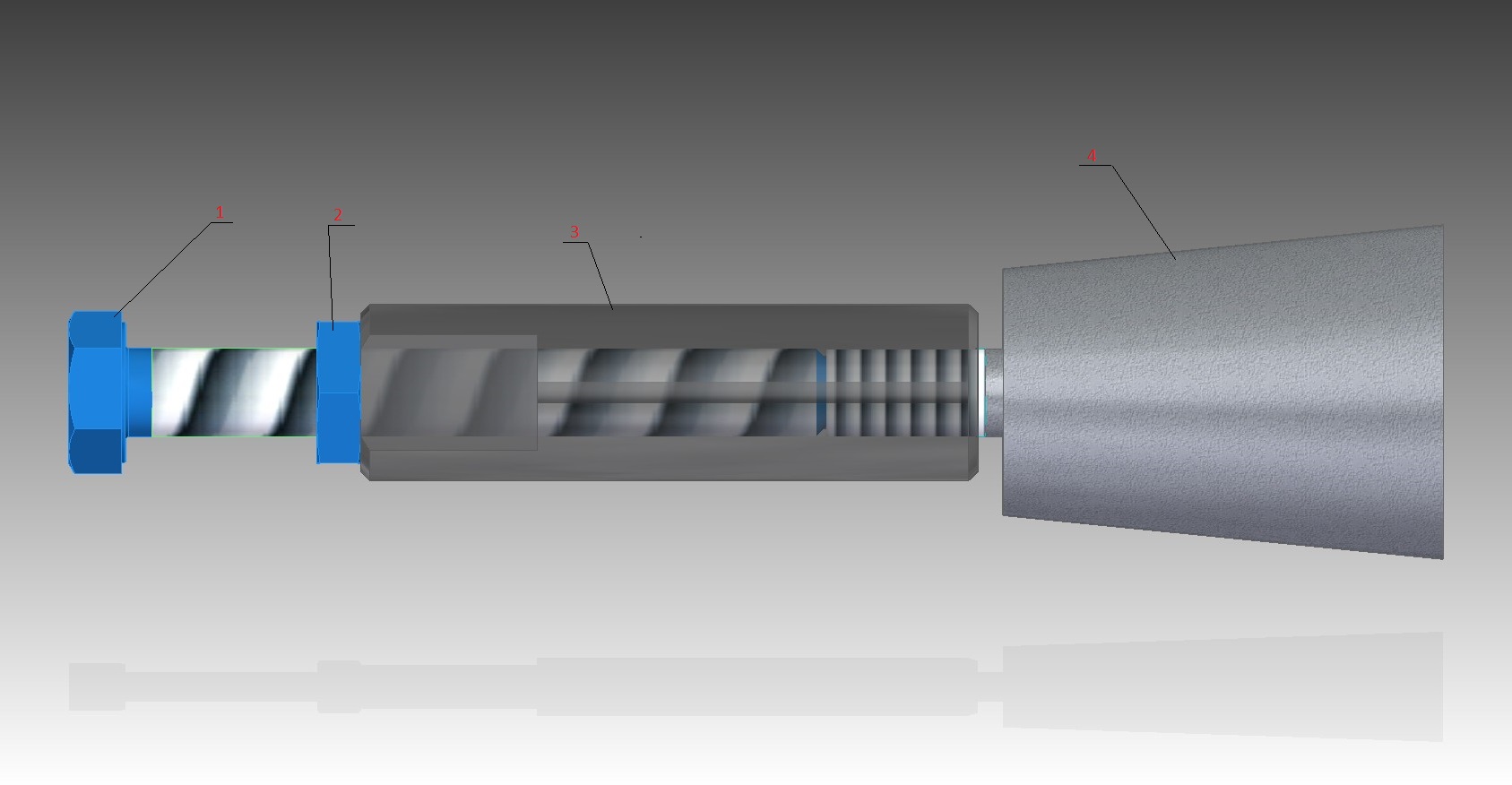
1- skľučovadlo, 2- jednoúčelový sústružnícky prípravok, 3- polovýrobok, 4- sústružnícky nôž
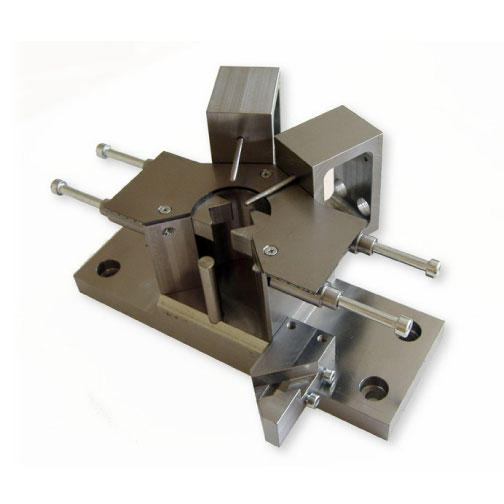
Varianta A je navrhnutá na upínanie polovýrobku v časti závitu. Každýprípravok jeindividuálneurčenýlennaupínaniepolovýrobku v jednompožadovanompriemeruzávitu.Doraztohtojednoúčelovéhoprípravku variant A je riešenýposúvanímkolíkavovopredpredvŕtanýchdier v samotnomprípravku. Polovýrobok sa naskrutkujena ľubovoľnej strane polovýrobku. Závit prípravku je metrický pravotočivý jednochody. Polovýrobok sa naskrutkuje do prípravku až kým nenarazí na dôrazoví kolík(viď. obr. 9). Nevýhodou tohto prípravku je, že dĺžka dorazu sa nestavuje ľubovoľne, ale je obmedzená vo pred vyvŕtanými dierami pre dorazový kolík. Výhodoutejtovarianty je rýchlamanipulácia, nastavovaniedorazua upínaniepolovýrobku.
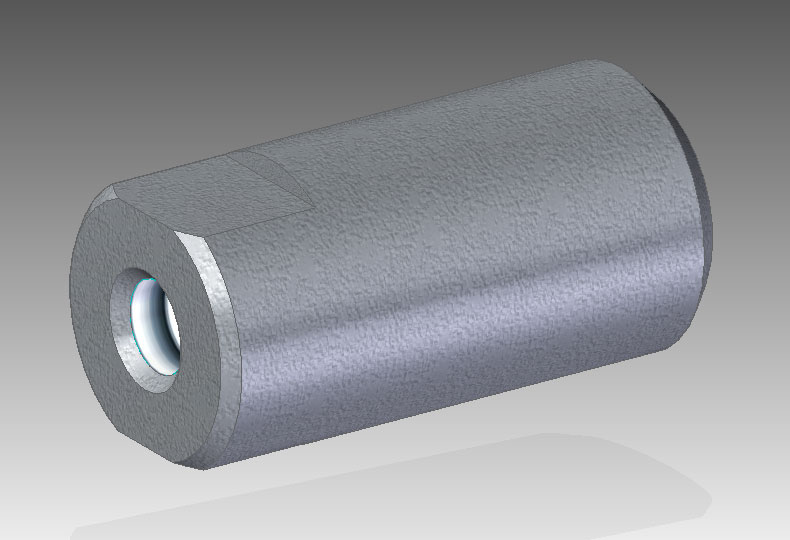
1- polovýrobok, 2- jednoúčelový sústružnícky prípravok varianta A, 3- dorazové kolíky
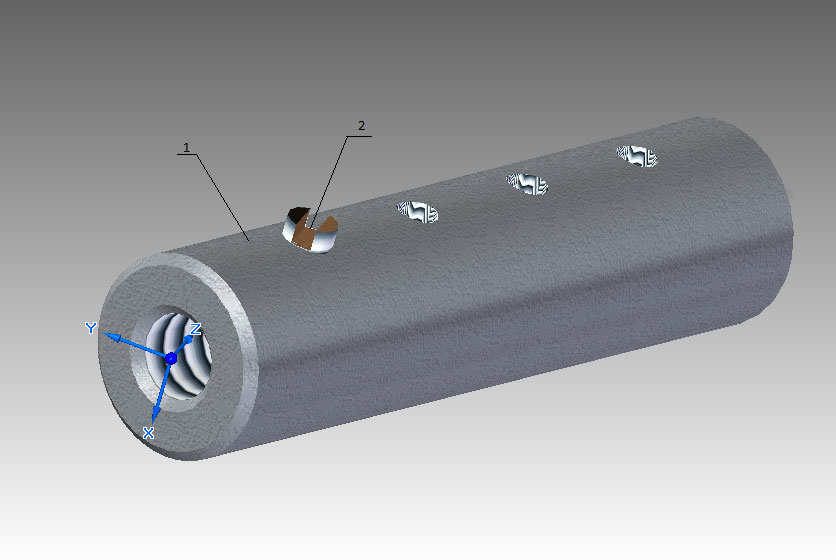
1- jednoúčelový sústružnícky prípravok, 2- dorazový kolík
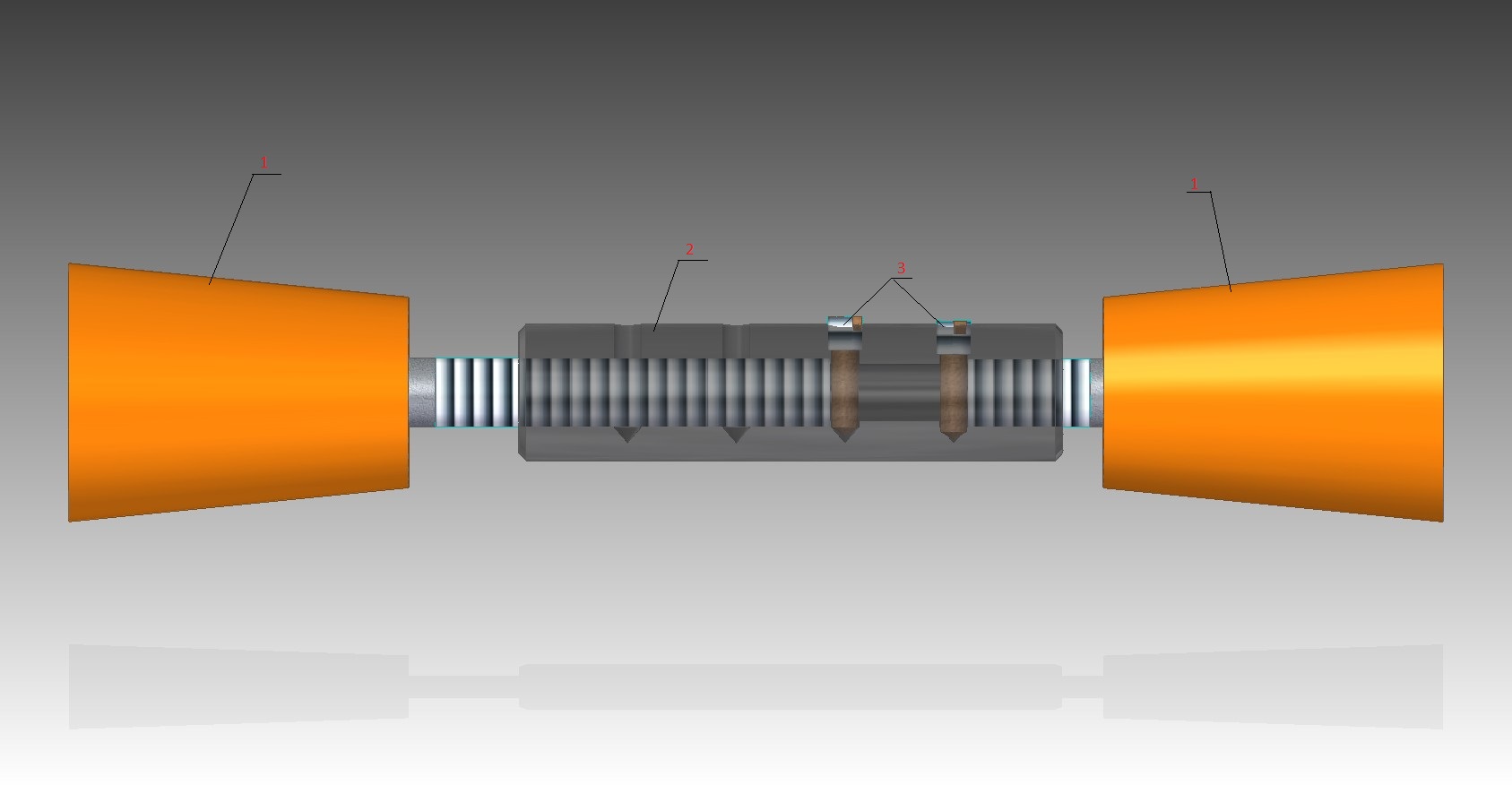
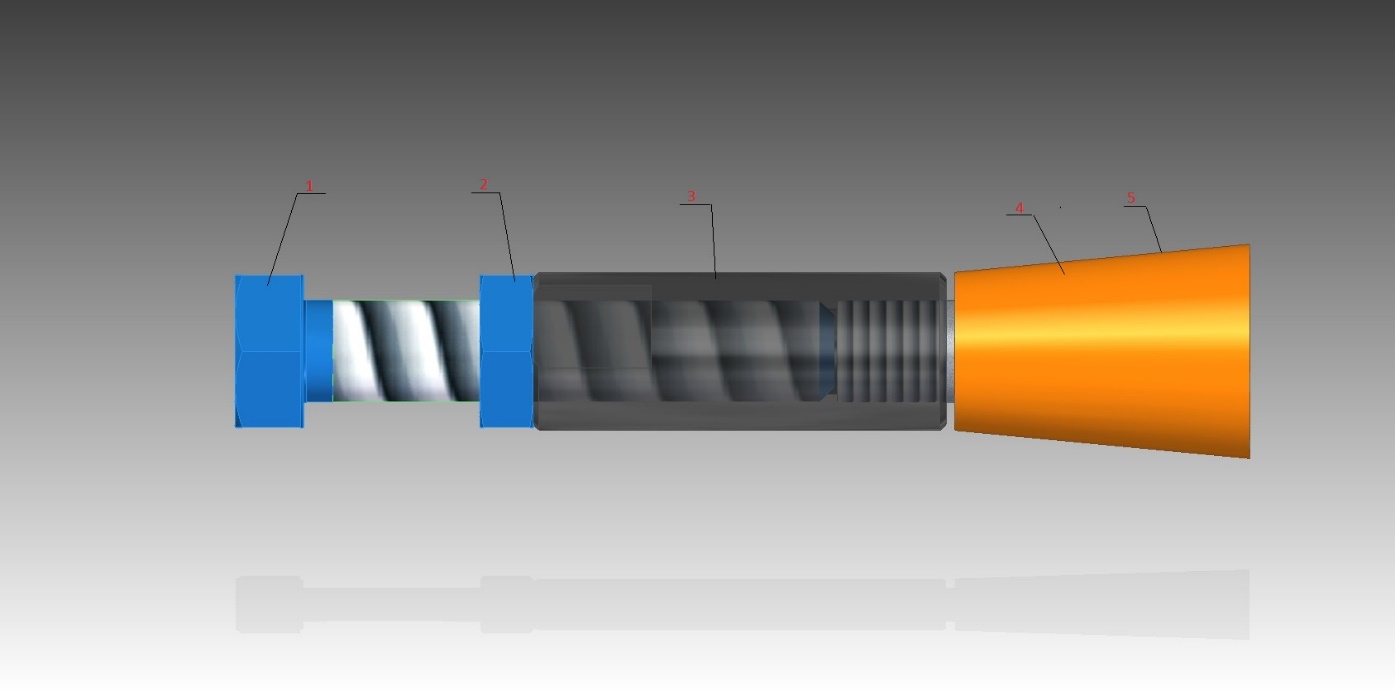
Varianta A je navrhnutá na upínanie polovýrobku v časti závitu. Každý prípravok je individuálne určený len na upínanie jedného požadovaného priemeru závitu polovýrobku podobne ako vo variante A. Polovýrobok sa môže naskrutkovať len z jednej strany prípravku, oproti prípravku bude naskrutkovaná dorazová skrutka, ktorá nám bude nahrádzať funkciu dorazového kolíka podobne ako pri variante A (viď. obr. 11). Výhodou tejto varianty upínania polovýrobku je, že dĺžka dorazu sa už nastavuje presnejšie v závislosti od požiadavky upnutia polovýrobku, oproti variante A. Dĺžka dorazu sa nastavuje normalizovanou skrutkou, ktorá sa natáča z opačnej strany voči polovýrobku. Spôsob zaistenia skrutky proti neželanému vytočeniu sa realizuje prítužnou maticou. Nevýhodou tejto varianty jednoúčelového sústružníckeho prípravku je, že spôsob nastavovania dorazu je zdĺhavejší oproti variante A taktiež môže zriedkavo dôjsť ajk nežiaducemu uvoľneniu prítužnej matice. Takéto samočinné uvoľnenie prítužnej matice môže spôsobiť posunutie dorazu.
1- norm. skrutka, 2- norm. matica, 3- jednoúčelový sústružnícky prípravok, 4- polovýrobok
Tento jednoúčelový sústružnícky prípravok môžeme využiť v akejkoľvek výrobe. Výlučne tento jednoúčelový sústružnícky prípravok vyžívame na dodatočne odstránenie chýb, ktoré nastali pri nesprávnom dodržaní výrobného postupu. Ako príklad na využitie tohto prípravku odstránime dodatočne chybu na polovýrobku (viď. obr. 12). Pri výrobe sa dospelo k nepresnosti vo výrobe. Na tomto polovýrobku pri výslednej kontrole sa zistilo, že kužeľovú plochu je potrebné upraviť odobratím triesky cca 0,2mm po celej dĺžke za účelom dolícovania. Následne táto chyba sa môže dodatočne odstrániť s použitím vhodného prípravku. Na odstránenie tejto chyby môžeme použiť mnou navrhovaný jednoúčelový sústružnícky prípravok, keďže tento polovýrobok sa nedá nijako inak upnúť ako výlučne v časti závitu, aby obrábaná plocha ostala voľná na dodatočne opracovanie
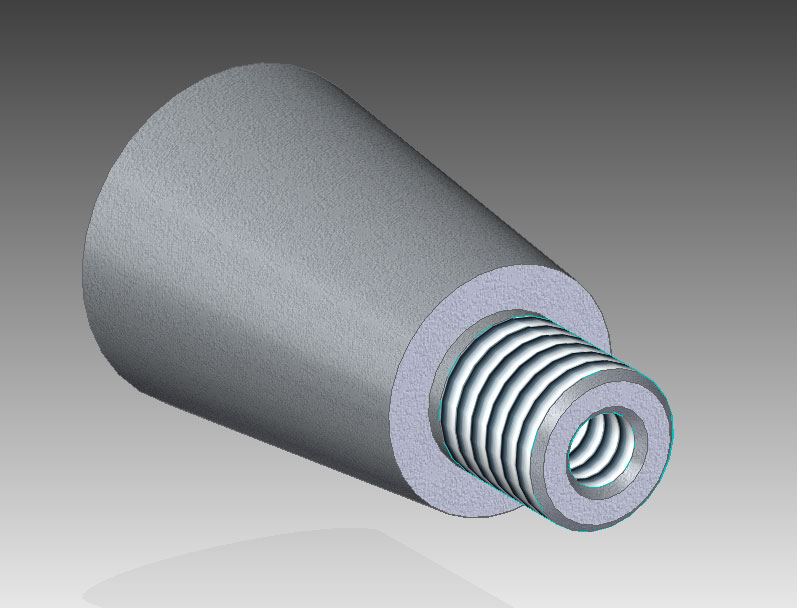
1. norm. skrutka, 2. norm. matica, 3. jednoúčelový sústružnícky prípravok, 4. obrábaná plocha, 5. zápustný kužeľ
Pri vyhotovovaní tejto práce na tému jednoúčelový sústružnícky prípravok som sa zdokonalil v práci programe 3D SolidEdge, ktorý sa využíva pre modelovanie a kreslenie technických výkresov. Moja práca môže slúžiť ako pomocný prípravok alebo,aj ako pomocná učebná pomôcka pre žiakov.
