




Dôvod prečo som sa rozhodol pre túto prácu bol ten, že som sa chcel zlepšiť v programovaní na CNC strojov v riadiacom systéme Heidenhain a tak isto vytvoriť učebnú pomôcku. Po dohode s konzultantom sme usúdili, že vytvoríme učebnú pomôcku z troch zložitých súčiastok. Po úprave výkresovej dokumentácie som vytvoril tri zložité programy, ktoré budú slúžiť ako učebná pomôcka.
Ciele práce:
-vytvoriť učebnú pomôcku pre odbor strojárstvo a predmet programovanie CNC strojov
-vytvoriť výkresovú dokumentáciu
-vytvoriť 3D modely súčiastok v CAD programe SolidEdge7
-voľba nástrojov na výrobu súčiastok
-vyhotoviť program v HeidenhaineiTNC 530
Podľa definície NC stroja vieme, že každý číslicovo riadený stroj má všetky svoje funkcie (geometrické, technologické a pomocné) ovládané riadiacim systémom na základe programu, ktorý je v číslicovej (lepší je výraz digitálnej) forme. Program teda pre riadiaci systém predstavuje určitý návod – predpis, podľa ktorého sa jednotlivé inštrukcie vykonávajú. Tento „návod“ je dielom človeka, ktorým vlastne komunikujeme s riadiacim systémom stroja a tým nepriamo vlastne i so strojom. Podobne ako sa ľudia medzi sebou dorozumievajú v určitom jazyku, ktorého základným stavebným prvkom je slovo a slová spájame do viet, ktoré vyjadrujú určité ucelené myšlienky, aj pri tvorbe programu pre NC stroj v podstate využívame tú istú procedúru. Informácie obsiahnuté na nosiči programu pre obrábanie danej súčiastky preto môžeme rozdeliť do viet - tzv. blokov, ktoré vstupné čítacie zariadenie postupne číta a riadiaci systém spracováva ako celok. V rámci jedného bloku sa môže vykonať určitý ucelený úsek činnosti stroja - napríklad obrobenie určitého úseku alebo premiestnenie stola stroja, výmena nástroja a pod. Tak ako „naše“ vety pozostávajú zo slov a tie sú vytvorené z písmen, aj bloky programu môžeme ešte ďalej rozdeliť na slová a tieto na jednotlivé znaky. Základným stavebným prvkom programu pre NC stroj sú slová, ktoré vo svojej podstate predstavujú povely programu, ako napríklad zaradenie otáčok, posuvu, dĺžku ubehnutej dráhy a pod. Pritom rozoznávame slová rozmerové a slová bezrozmerové.
Bezrozmerové slová sa skladajú z adresného znaku a určitého počtu číslic a vyjadrujeme nimi inštrukcie pre riadenie technologických a pomocných funkcií stroja (otáčky, posuvy, výmena nástroja a pod.). Ako adresné znaky sa pre programovanie NC strojov využívajú písmená latinskej abecedy.
Rozmerové slová pozostávajú z tzv. adresného znaku, znamienka + alebo - a určitého počtu číslic. Pomocou rozmerových slov sa vyjadrujú geometrické informácie (súradnice, počet inkrementov, uhly pootočenia a pod.).
Systém Heidenhain patrí medzi riadiace systémy, pomocou ktorých je možno programovať vŕtacie a súvislé frézovacie operácie. Tieto systémy sú navrhnuté k použitiu na frézkach, vŕtačkách a obrábacích centrách. Programovanie je možné vytvárať priamo v dielni na stroji alebo pomocou programovacej stanice pripojenej k počítači. Všetko uľahčuje zadávanie pomocou popisného dialógu. Tento spôsob zadávania sa uplatňuje predovšetkým pri dielenskom programovaní, kde naprogramátora pôsobí veľké množstvo rušivých elementov. Riadiaci systém iTNC 530 umožňuje riadiť až 12 osí.

Rohová 90° fréza 40Ø
Strediaci vrták Ø3,15
Výhrubník 8H7
Vrták 5Ø
Závitník M6
Fréza Ø8






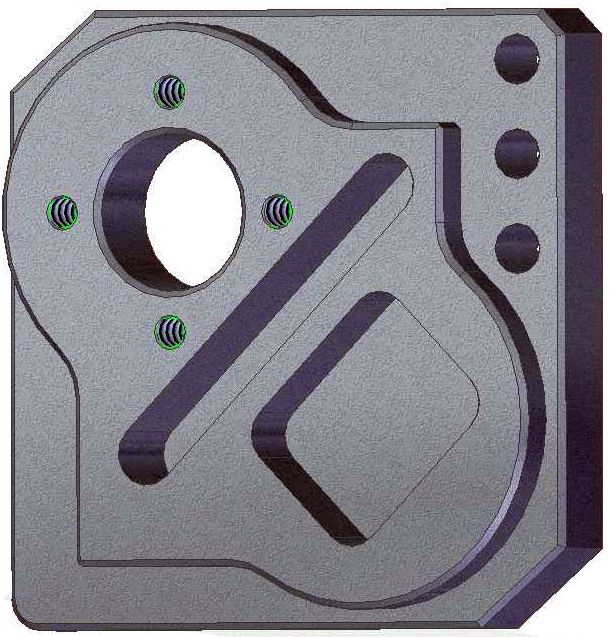
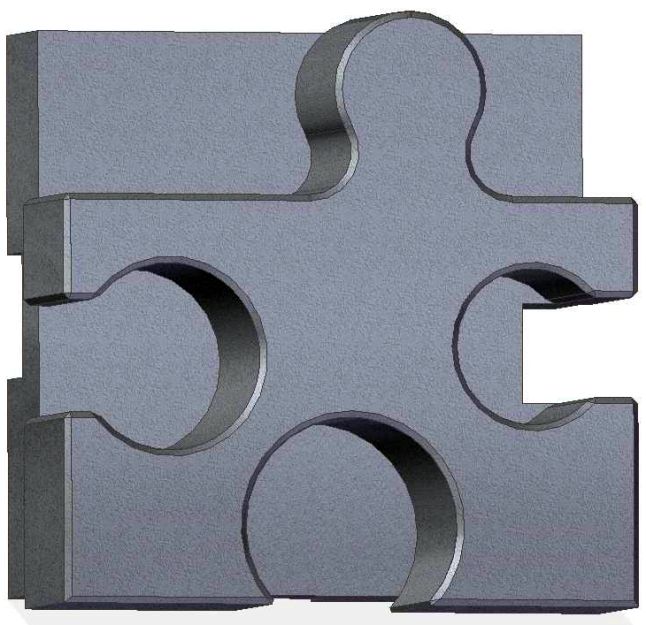
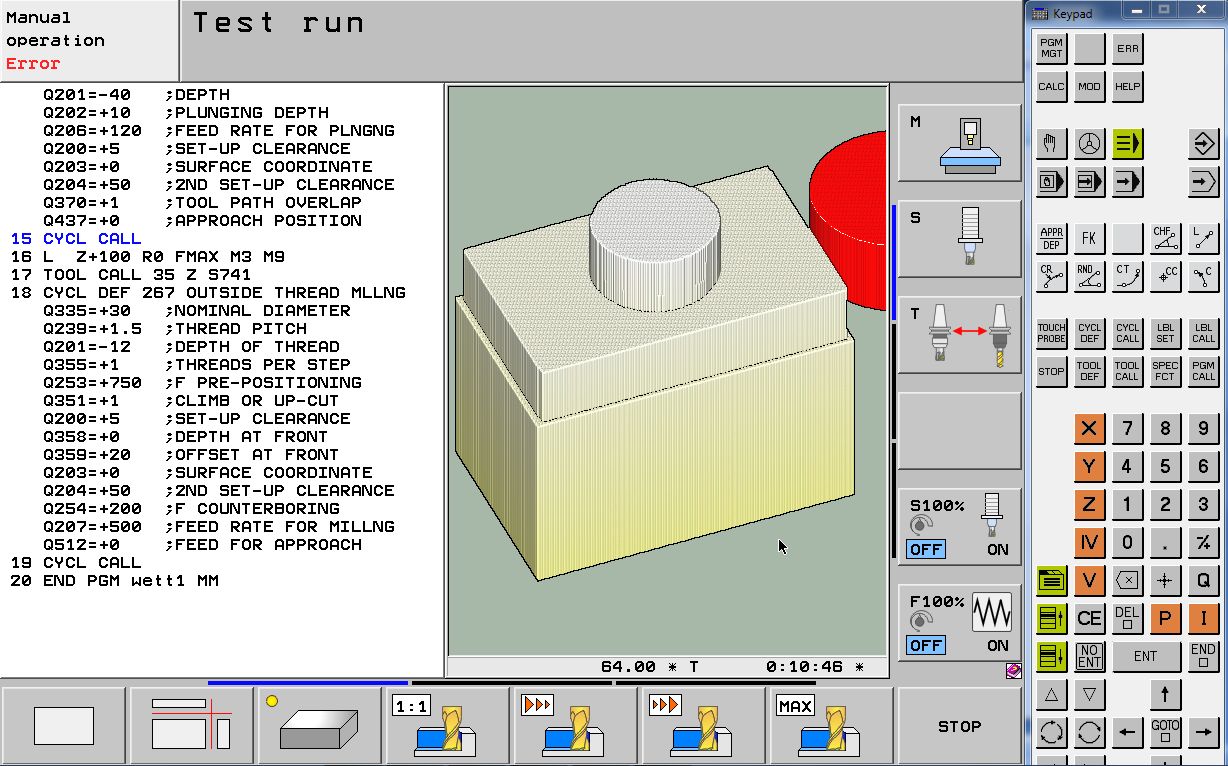
K tejto súčiastke je vytvorená kompletná simulácia a každý cyklus, krok programu, je podrobne popísaný. Výroba tohto modelu pozostáva z dvoch programov, ktoré boli písané tak, aby mali čo najkratší výrobný čas. Keďže je to popísané podrobne, slúži to aj ako podrobná učebná pomôcka.
BEGIN PGM zlozita suc1 MM
BLK FORM 0.1 Z X-1 Y-1 Z-22.5
BLK FORM 0.2 X+99 Y+99 Z+2.5
3 L Z+100 R0 FMAX
4 TOOL CALL 20 Z S1200
Ak začíname program, je potrebné pred prvou výmenou sa postaviť nástroj v osi z čo najvyššie od obrobku, pretože by mohlo dôjsť ku kolízii a to aj pred každou výmenou nástroja. Je dobré sa pohybovať v kolmých smeroch, aby sme predišli kolízii, pretože nástroj si hľadá najkratšiu cestu a nevie či mu niečo stojí v ceste.
5 L Z+5 R0 FMAX
6 CYCL DEF 230 MULTIPASS MILLING ~
Q225=-1 ;STARTNG PNT 1ST AXIS ~
Q226=-1 ;STARTNG PNT 2ND AXIS ~
Q227=+0 ;STARTNG PNT 3RD AXIS ~
Q218=+100 ;FIRST SIDE LENGTH ~
Q219=+100 ;2ND SIDE LENGTH ~
Q240=+5 ;NUMBER OF CUTS ~
Q206=+120 ;FEED RATE FOR PLNGNG ~
Q207=+380 ;FEED RATE FOR MILLNG ~
Q209=+150 ;STEPOVER FEED RATE ~
Q200=+5 ;SET-UP CLEARANCE
7 CYCL CALL M3 M8
230 Riadkovanie (pre rovné pravouhlé plochy)
Q225- začiatočný bod 1. osi, osi x
Q226- začiatočný bod 2. osi, osi y
Q227- začiatočný bod 3. osi, osi z
Q218- prvá bočná dĺžka v ose x rozsah (0 až 99 999)
Q219- druhá bočná dĺžka v ose y rozsah (0 až 99 999)
Q240- počet rezov, riadkov po ktorých sa nástroj bude presúvať po šírke
Q206- rýchlosť posuvu pri presúvaní do hĺbky (väčšinou sa udáva 1/3 z posuvu
do strán), mm/min
Q207- rýchlosť posuvu nástroja v mm/min
Q209- rýchlosť posuvu nástroja pri presúvaní na ďalší riadok v mm/min
Q200- bezpečnostná vzdialenosť od nástroja k obrobku v osi z
Takto program pokračuje ďalej.
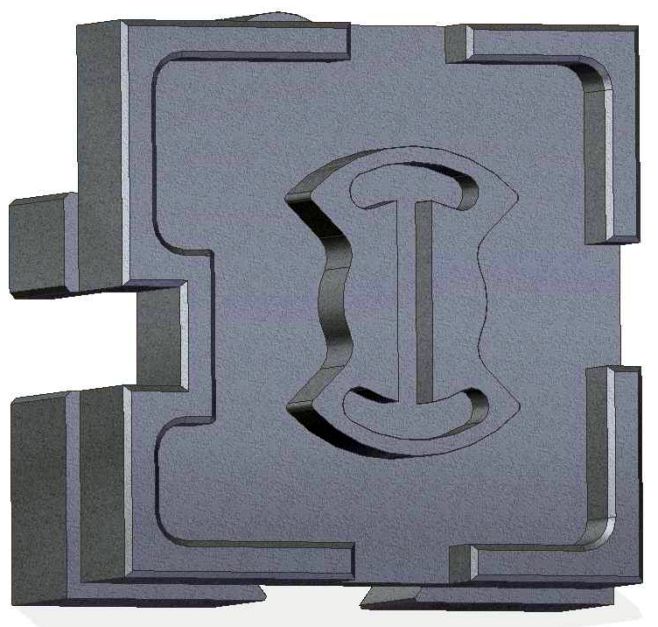
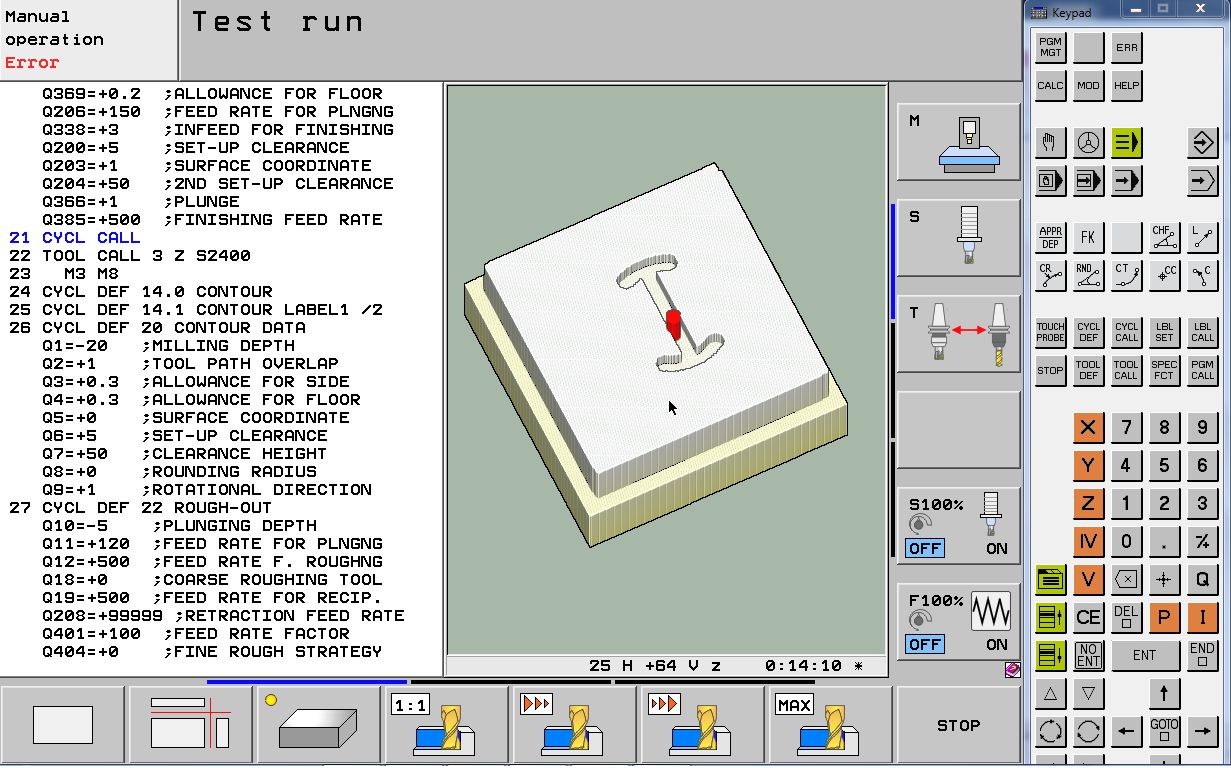
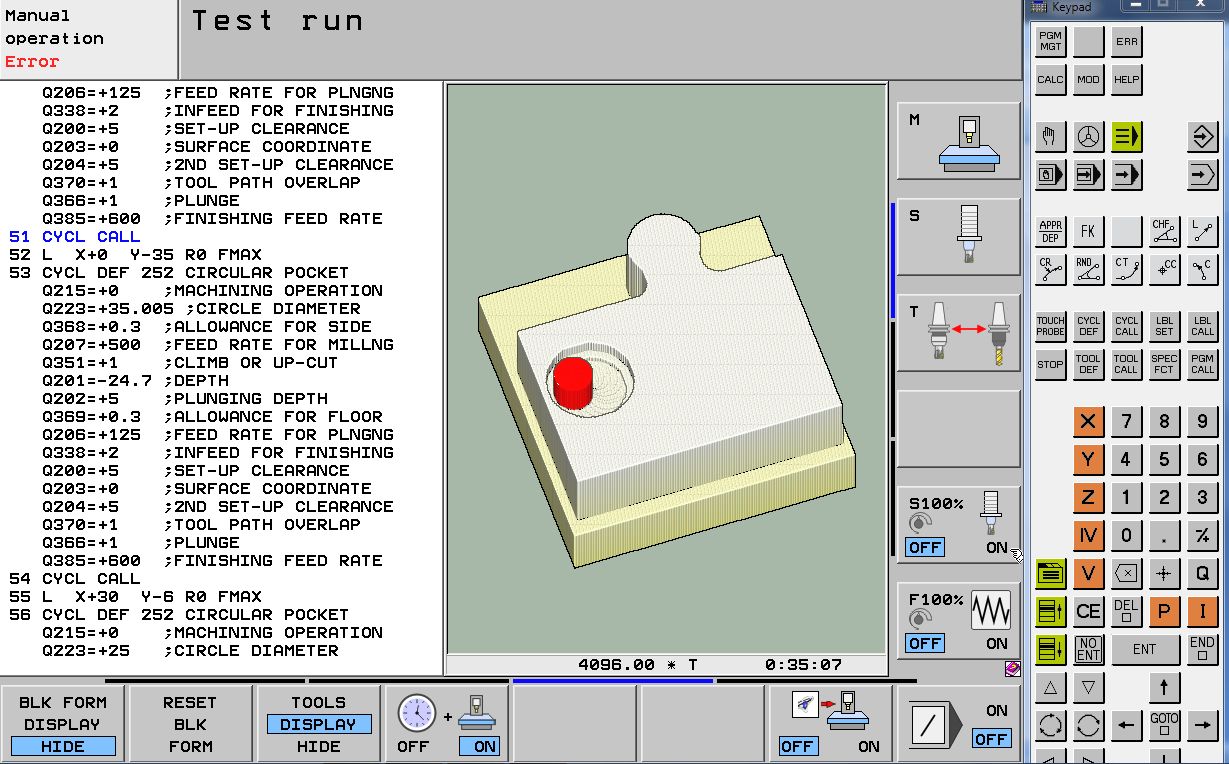
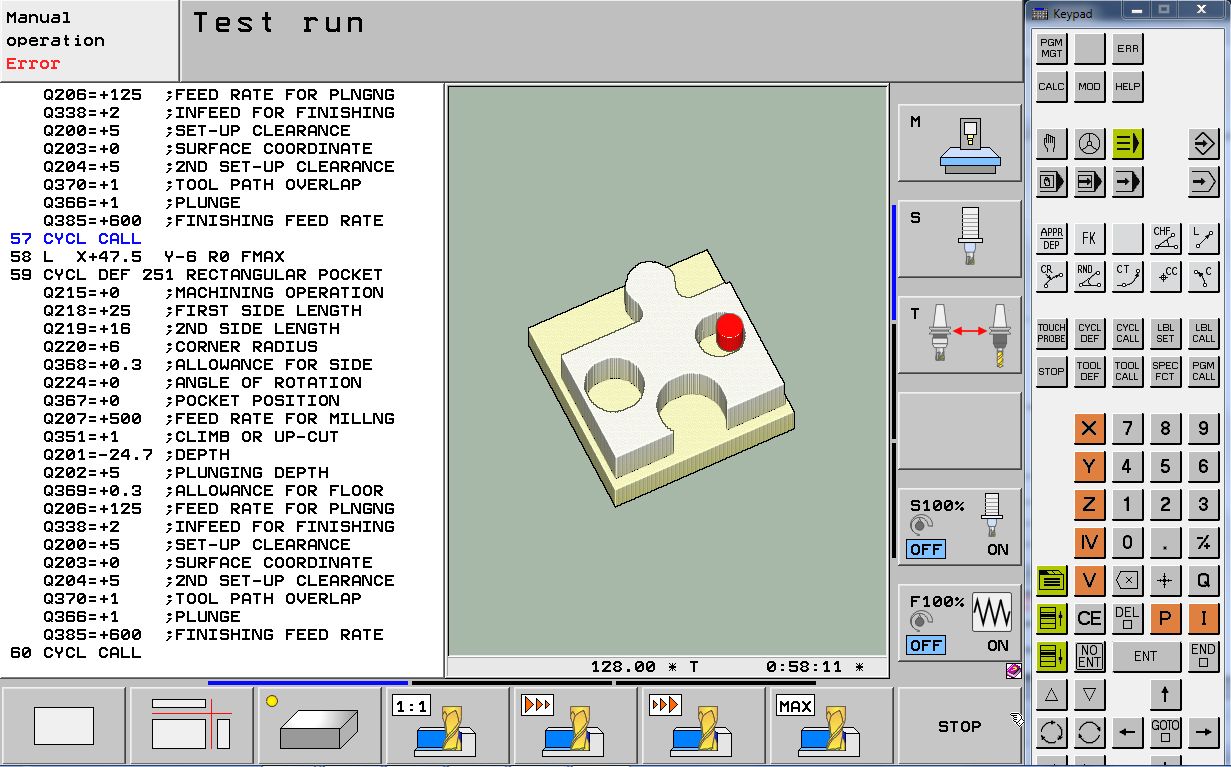
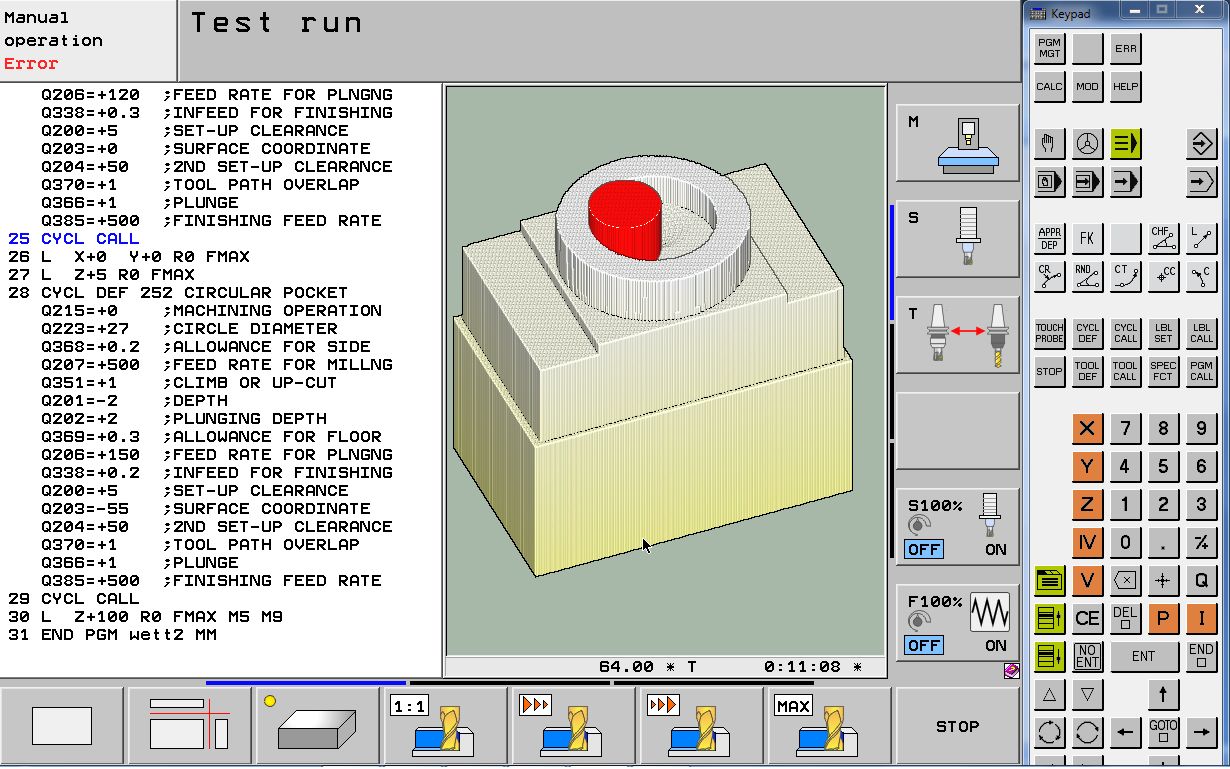
Pri tejto simulácii a popise tvarovo zložitej súčiastky som sa sústredil na čo najrýchlejšie a najjednoduchšie vyhotovenie tejto súčiastky pomocou cyklov v programe. Opis tejto kontúry kapsy s ostrovčekom je opísaný v dvoch podprogramoch.V prílohe je k dispozícii aj výkres.
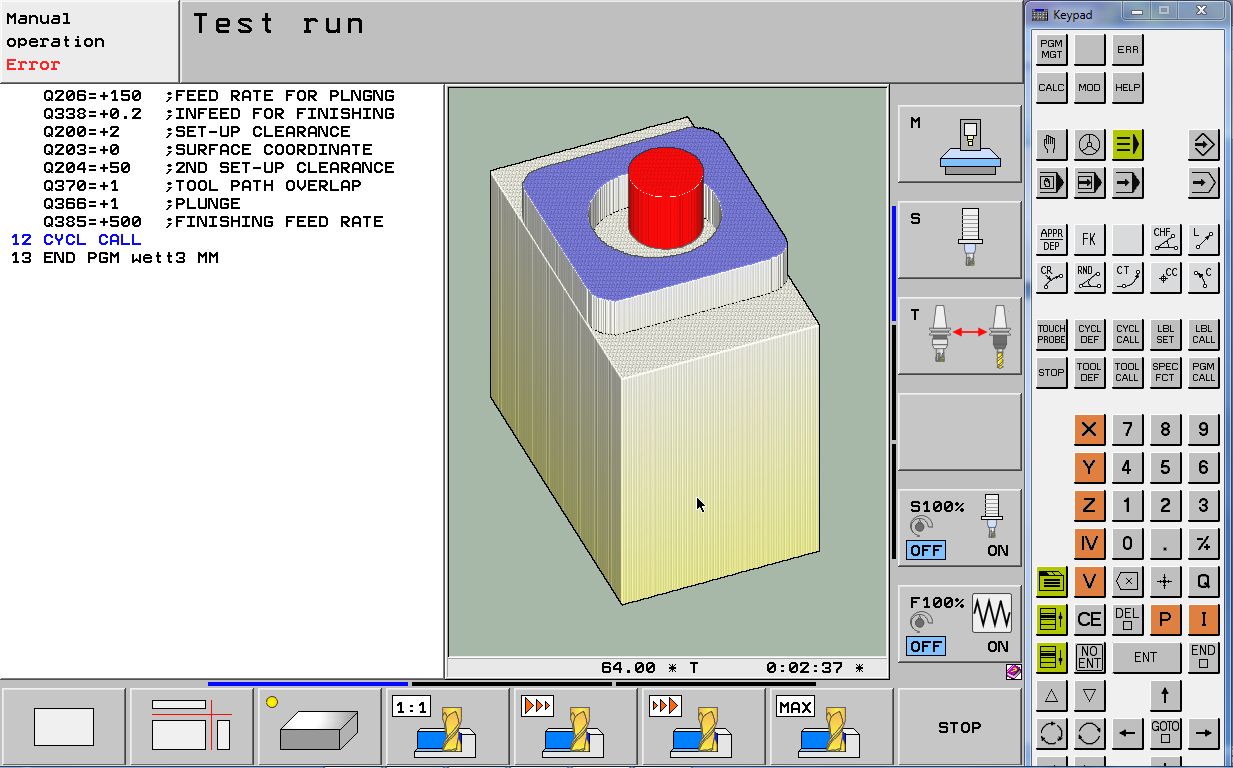
Screen simulácie:
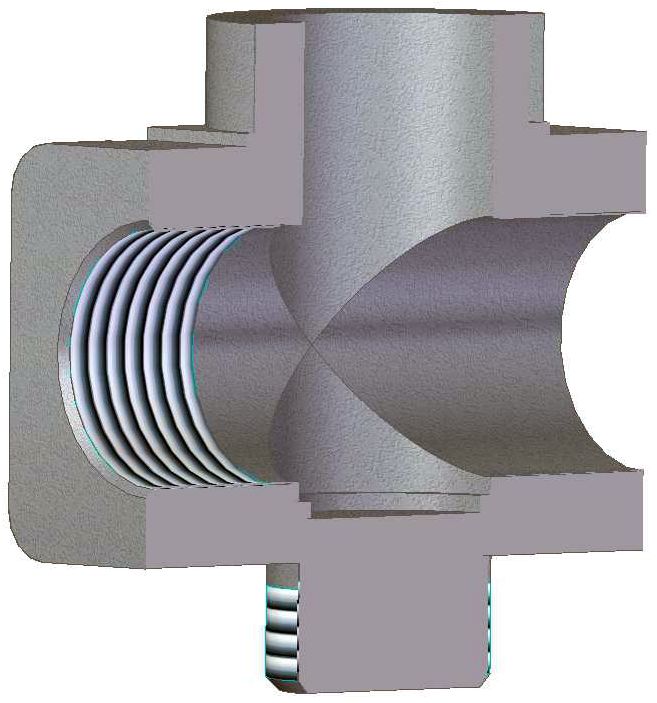
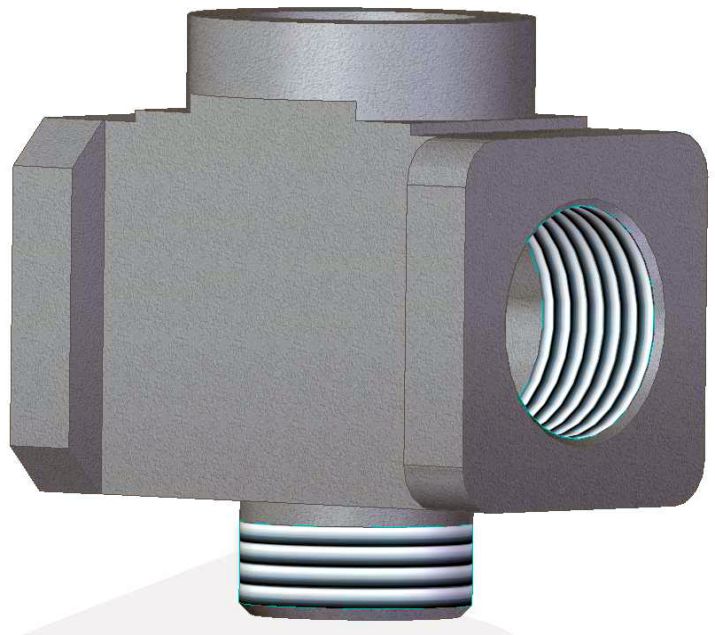
Pri tejto súčiastke som vytvoril 5 programov, snažil som sa aby ich bolo čo najmenej. Po prvých dvoch programoch bola súčiastka už podľa daných rozmerov výkresu.Pri poslednom programe bolo výhodou to, že stačilo vytvoriť jeden program ktorý bol pre dve strany.
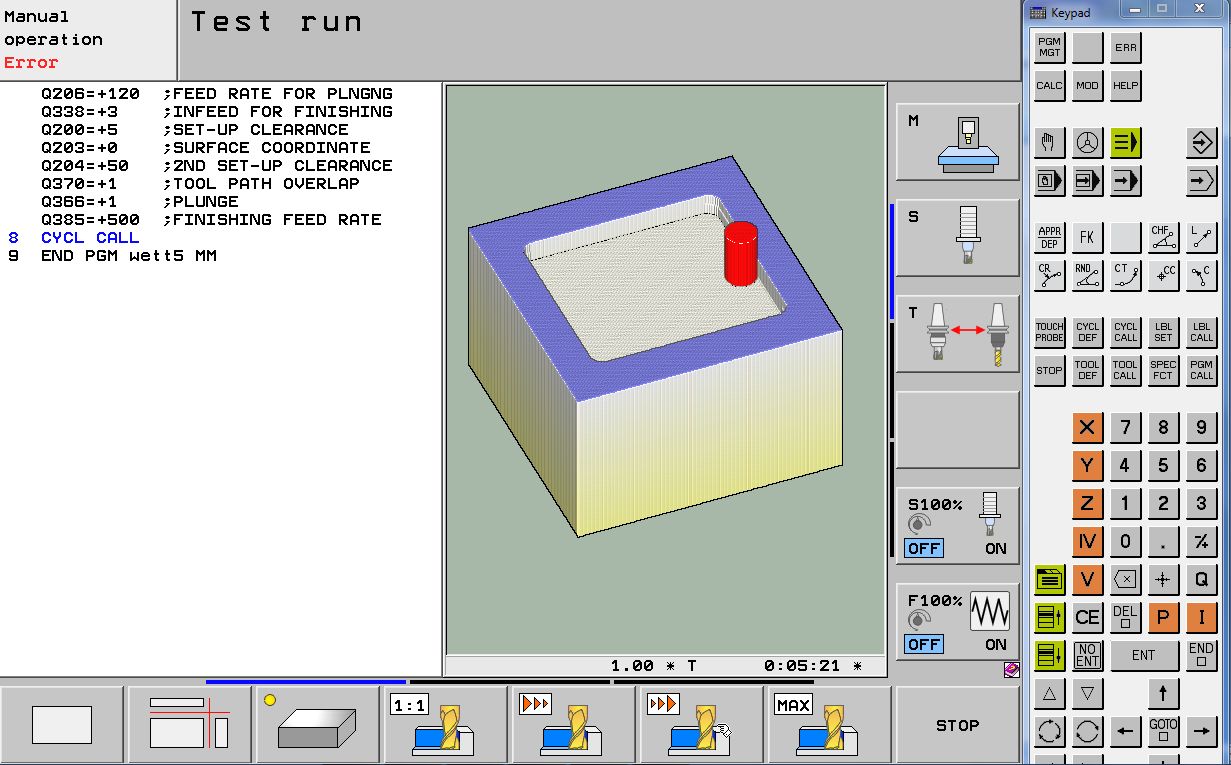
Pri tejto súčiastke som využil iba cykly žiadne priame pohyby alebo kruhové pohyby. Iba raz bol použitý pohyb cez priamku kde som zaoblil hrany
Výsledkom mojej práce bolo vyhotovenie učebnej pomôcky, vytvorenie výkresovej dokumentácie, vyhotovenie programov. V práci sú popísané programy, modely, výkresy. Zároveň som si overil praktické vedomosti o programovaní,keďže sa zaujímam o programovanie v riadiacom systémeHeidenhainiTNC530 . Ciele práce boli splnené. Získal veľa praktických a teoretických skúseností, vedomostí, stretol som sa z mnohými problémami, ktoré som musel riešiť.
