




Strojárska výroba na Slovensku hlavne v oblasti automobilového priemyslu zaznamenala prudký rozvoj. Ten priniesol prácu rôznym strojárskym firmám. Firmy pre automobilky vyrábajú rôzne komponenty podľa požiadaviek zákazníka. Na trhu vládne tvrdá konkurencia- byť úspešný, znamená uspokojiť potreby zákazníka, čo v praxi znamená:
• Vyrábať kvalitne
• Za primeranú cenu
• Za čo najkratší čas
• Úsporne a ekonomicky
A to je prioritou „pružnej výroby“ , v ktorej cena a kvalita výrobkov dnes už nestačia na presadenie sa na trhu. Mnohé výrobky sa aj napriek vysokému výkonu a vynikajúcej kvalite nepredávajú. Čo môže priniesť pre podnik výhodu, ak chce prežiť v nemilosrdnej konkurencii? Zistiť, čo zákazník chce, za čo je ochotný platiť. Od výrobku očakáva, aby spĺňal jeho predstavu – vtedy je ochotný za výrobok zaplatiť aj viac. A je to hlavne o čase- za aký čas je výrobca schopný uspokojiť jeho požiadavky- precíznosť, originalitu, atraktívnosť.
Ak chce podnik uspieť v konkurencii, musí na trh dodávať novy a lepší výrobok. Odberatelia si vytvárajú svojich dodávateľov a zvyšujú svoje požiadavky na :
- kvalitu
- spoľahlivosť dodávok
- termíny
- ceny
Podnik je preto nútený vyrábať to , čo chce zákazník. Výhodu ma ten, kto stále prichádza s niečím novým. Pre podnik to znamená, že okrem stratégie inovatívnosti musí vyhľadávať aj stratégiu príležitosti na trhu.
Nedostatkom súčasnej výroby je hlavne pomalé reagovanie na zmeny z týchto dôvodov:
-komplikovaný materiálový tok
-zložité operatívne riadenie
-nízky stupeň automatizácie
-jednotlivé stroje nie sú vzájomné prepojene, je medzi nimi veľká vzdialenosť a tým mala vzájomná synchronizácia. Dnes sa priestor na konkurenčný boj otvára pre podniky so silnou inovačnou schopnosťou. Výhoda, dosiahnutá na základe nových výrobkov sa zväčšuje, ak sú vyrábané v čo najkratšom čase. Tato stratégia prináša do výroby- pružnosť
Súčasné ekonomické prostredie môžeme charakterizovať tým, že enormne rastie boj o konkurenciu. Rýchlo sa objavujú nove výrobky, noví výrobcovia, menia sa dodávatelia, ich podmienky, rozširuje sa funkčnosť výrobkov, skracuje sa čas ich používania, skracuje sa termín dodania nového výrobku na trh. Je to spôsobené nielen náročnými požiadavkami zákazníkov, pokrokom techniky, novými konkurentmi, ale aj ekonomickými problémami spoločnosti . Pod stratégiou rozumieme cieľavedome budovanie budúceho stavu a cieľov podniku:
-hlavne vo výbere výrobkov, ktoré bude vyrábať
- v technológii výroby
-v trhoch, na ktorých bude predávať
Podnik si svojou stratégiou vytvára predpoklady dlhodobého rastu. Stratégie, ak majú byt úspešné, musia rešpektovať rôzne zmeny podmienok na trhu.
Stratégie dosiahnutia konkurencie schopnosti a pružnej výroby si vyžadujú:
-rýchle prispôsobenie novému výrobku
-rýchle uspokojenie zákazníka
-vysoká kvalita
-primeraná cena
Doterajšie výrobne stratégie vychádzali od výroby – aby táto bola efektívna, teraz , ak majú byt úspešné, musia sa sústreďovať na zákazníka. Kým doteraz sa musel prispôsobovať zákazník, teraz to musí robiť výrobca.
Z pohľadu budúcnosti preorientovanie sa výrobcov na pružnú výrobu pre splnenie požiadaviek trhu má byť zameraná na:
-zákazníka
-automatizáciu
-integráciu
-variabilnosť výrobkov
-čas
-inovatívnosť
-pružnosť
-výrobné bunky
-skupinovú technológiu
-kvalitu
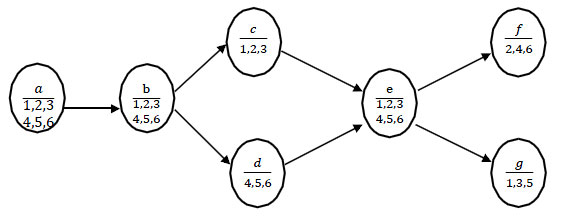
Skupinová technológia
Základnou ideou skupinovej technológie je eliminácia neproduktívneho čašu a zlepšenie kontinuity materiálového toku. Ide hlavne o bunkovú výrobu. Koncipovanie buniek je prioritne viazane na súčiastkové spektrum. Vytváranie skupín podobných súčiastok je na základe materiálového toku cez tie isté stroje a nie iba v rámci jednotlivých operácii. Na základe skupinovej technológie je takto možné aj pre malosériovú výrobu dosiahnuť vysokú pružnosť výroby z dôvodu:
• plynulosti materiálového toku:
• zabezpečiť kvalitu výroby
• vykazovať ekonomické účinky sériovej výroby
Klasifikácia pružných systémov
Pružný výrobný systém je definovaný ako vzájomné prepojený, počítačom riadený komplex zložený z NC strojov a zariadení pre automatickú manipuláciu , vrátane robotov, určený pre výrobu súčiastok v malých a stredných sériách.
Novy pohľad na klasifikáciu pružných systémov a výrobných buniek vnáša ich profilácia na baze skupinovej technológie. V nej sa hľadajú podobne skupiny súčiastok vyžadujúce tie iste stroje. Takto môže vzniknúť skupina súčiastok, vyžadujúca jeden alebo viac strojov, alebo skupinu strojov.
Ciele a efekty pružnej výroby
V minulosti bol rozvoj výroby určovaný výrobnými nákladmi a technológia bola dôležitým prostriedkom ich znižovania. V súčasných podmienkach technológia už nie je primárnym prostriedkom zvyšovania konkurenčnej schopnosti. Dnes rozhoduje čas.
Môžeme si kúpiť najlepšiu technológiu a tým skrátiť technologické časy, zlepšiť kvalitu, znížiť množstvo odpadu, ale nemusíme dosiahnuť schopnosť výroby rýchlo reagovať na zmeny požiadaviek trhu. Stratégie pre rýchlu adaptáciu výroby dosahujú úspech z využívania pružných výrobných buniek. Analýza súčiastkového spektra ukazuje, že bázické súčiastky výrobkov, ako sú prevodové skrine, rámy a pod., tvoria iba malý podiel na objeme výroby, ale čas ich výroby je pomerne dlhý. Naopak, jednoduché súčiastky tvoria veľký podiel na objeme výroby. Na obrábanie bázických súčiastok sú výhodné obrábacie centrá a pre jednoduchšie súčiastky automatické linky. Pre oblasť medzi týmito ohraničeniami je vhodná pružná výroba. Pružná výroba sa zadne odlišuje od súčasnej výroby troma princípmi:
-veľkosť sérií- dosahujú sa nízke náklady a krátky čas pri zmene výroby aj pri dávkach o malom počte
-materiálový tok- dosahuje sa vykonanie maximálneho počtu operácii na jednom priestorovom celku
-variabilnosť činnosti- dosahuje sa schopnosť vyrábať pravé načas, reagovať na zmeny medzi poradím vstupov a výstupov, materiálových tokov aj informácií a stanoviť sled operácii
Pružnosť sa nedosahuje len NC strojmi a robotmi- tie môže mať aj výroba – ale najmä štruktúrou ich zoskupenia. Výrobnú bunku nestačí len projektovať tak, aby bola pružná, musí dosahovať vysokú produktivitu pravé v dôsledku svojej pružnosti. Jej funkciu musia byt navrhnuté tak , aby dosahovala nízke výrobne náklady.Za najdôležitejšie efekty plynúce z bunkovej výroby sa považujú:
• Zníženie priebežného času výroby
• Zníženie zásob
• Zníženie výrobných nákladov
• Schopnosť okamžitej reakcie na požiadavky trhu
• Vyššie využitie strojov
Význam pojmu pružnosť
Všeobecné sa pružnosť výrobného systému chápe ako:
• Schopnosť prispôsobenia sa
• Rýchlosť prispôsobenia sa (chápavá ako čas)
A sleduje sa predovšetkým ciele:
• Obsiahnuť výrobu širokého súčiastkového spektra
• Dosiahnuť vysokú efektívnosť pri výrobe súčiastok v malých dávka
Pružnosť výrobnej bunky musí zabezpečiť rýchle reagovanie na zmenu objektu výroby z daného súčiastkového spektra. Bunka musí byt schopná prispôsobiť sa v danom okamžiku pre výrobu nového objektu bez ohľadu na predchádzajúci. Ak je pružná, dokáže to .Výrobná bunka musí reagovať aj na zmenu výrobku v dôsledku inovácií. Pružnosť je tiež charakterizovaná schopnosťou systému čo najdokonalejšie sa vyrovnať so zmenami.
Cieľom našej prace SOČ je poukázať na :
• stratégiu pružnej výroby
• prínos pružnej výroby na presadenie sa na trhu
• efektívnosť skupinovej technológie pri výrobe súčiastok v stredných dávkach
• možnosť dosahovania vysokej produktivity prac nízkych výrobných nákladoch
• navrhnúť technologické pracovisko pružnej výrobnej bunky pre skupinovú technológiu
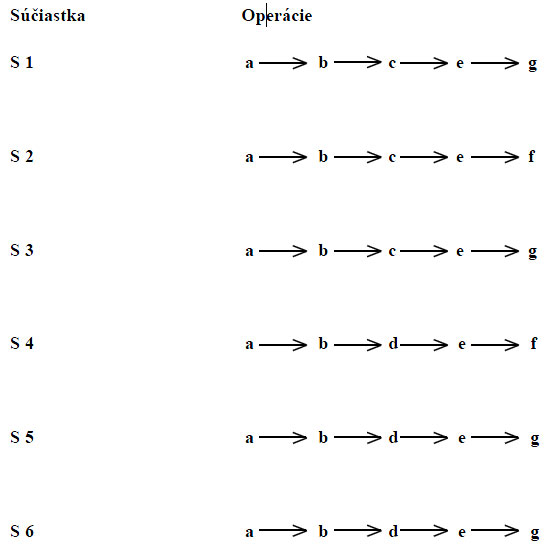
Výber súčiastok
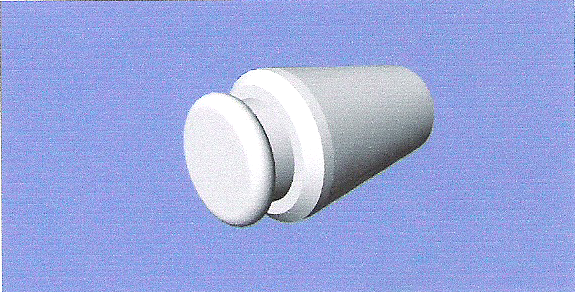
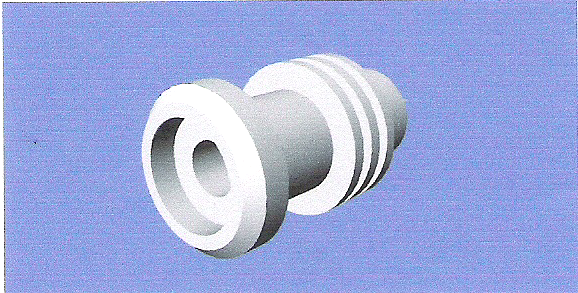
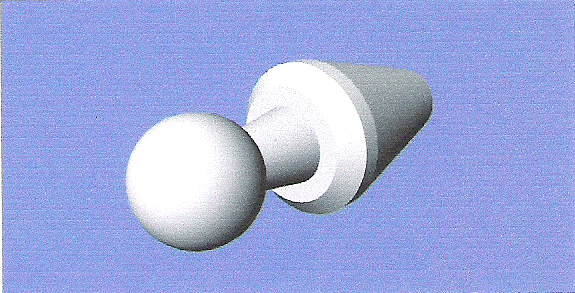
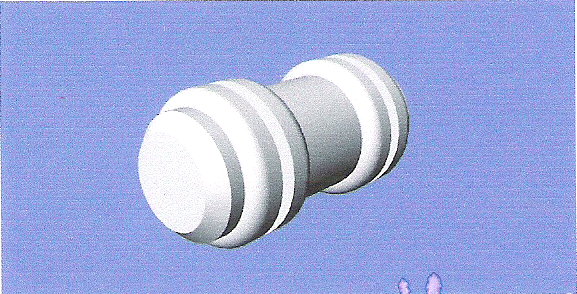
Sústružnícke operácie:
a) – zarovnanie čela
b) – sústruženie vonkajších valcových plôch
c) – vŕtanie dier
d) – sústruženie tvarových plôch
e) – zrazenie hrany
f) – sústruženie kužeľových plôch
g) – sústruženie zápichu Súčiastka
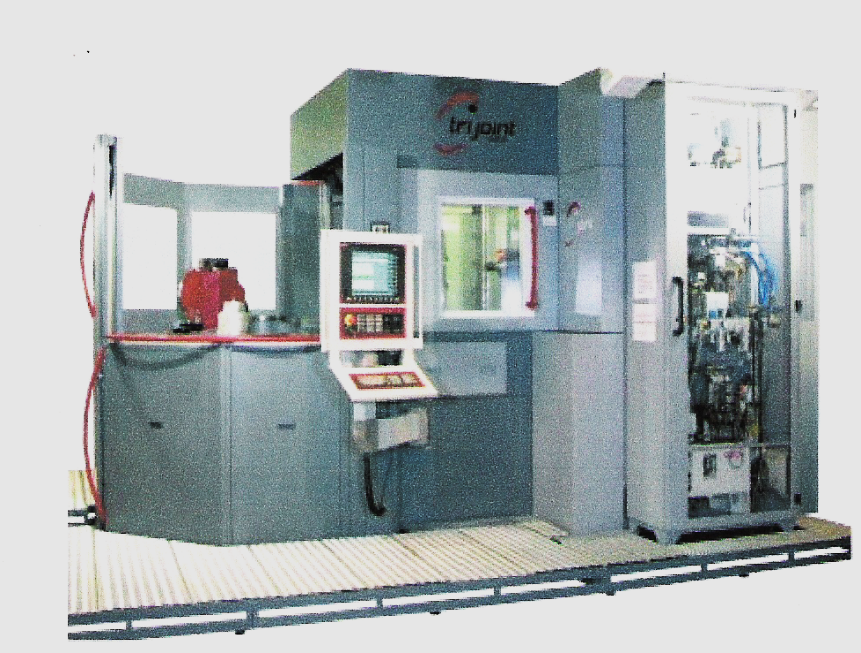
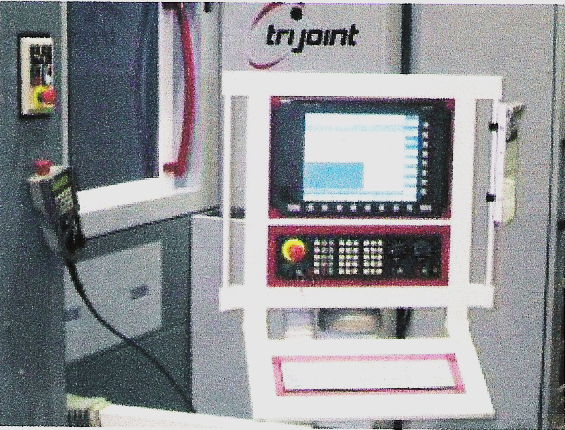
TRIJOINT 900H
TRIJOINT 900H určený pre vysoko pružnú a efektívnu výrobu súčiastok od niekoľkých kusov až po mnohotisícové série dielcov so stále vyššou zložitosťou. U stroja TRIJOINT je použitý paralelný mechanizmus, ktorý riadi pracovný pohyb vretena. Pohyb vretena je odvodený z priamočiareho pohybu vozíka, ktorý jazdí po šikmých stojanoch. Vzájomný pohyb vozíkov je potom zložený ramenami s kĺbmi do výsledného rovinného pohybu vretena. Tento paralelní mechanizmus dáva stroju vysoký pomer tuhosti a dynamiky. Tuhosť ramien a voľba vhodných vretenových jednotiek potom v budúcnosti umožňuje meniť pomer tuhosti a dynamiky v širokom rozsahu.
Ďalšie vlastnosti TRIJOINTu:
• ustavenie stroja na troch bodoch
• odvod triesok prepadom v strede lože
• tepelne symetrický a tepelne stabilizovaný rám
• motorová jednotka vretena (30kW/24.000 ot/min)
• modulárne rozšíriteľný zásobník nástrojov (modul 48nástrojov)
• čistiaca stanica obrobku
• možnosť aplikácie priamych pohonov
• otočný stôl s vysokou dynamikou
• krytovanie umožňujúce ľahký prístup do prac. Priestoru pre zoraďovanie a nakladanie prípravkov
• napínanie remeňov a pohonov
• samočistiaci filter reznej kvapaliny
Riadiaci systém Siemens 840D
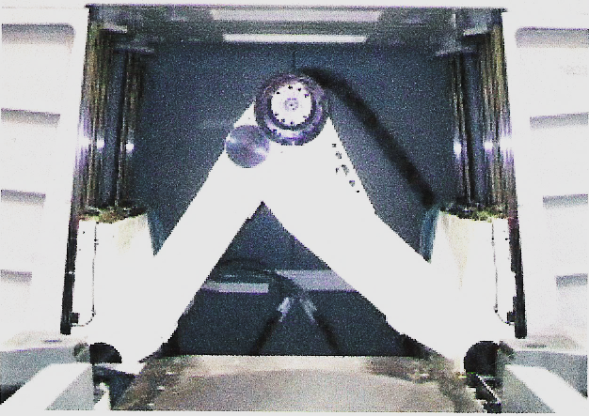
Paralelný mechanizmus
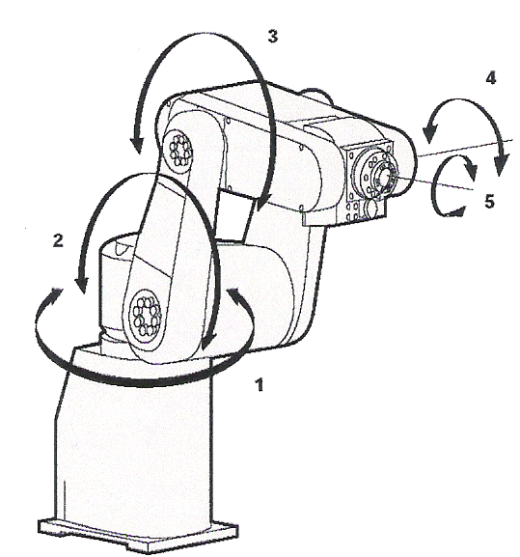
ROBOT: LR MATE 100I
Popis: LR Mate 100I je päťosový vysokorýchlostný robot modulovej konštrukcie s elektrickým servopohonm. Robot je konštruovaný pre vysokú rýchlosť a spoľahlivosť aj v drsných podmienkach a zaobchádzaní. Snímače pre spätnú odozvu polohy sú optické.
Použitie:
-Montáž
-Strojná obsluha
-Transport súčiastok
-Transport materiálu
-Balenie
-Dávkovanie
-Kontrola
Tento typ magnetického separátora slúži k separácii kovových magnetických nečistôt z ľahko prestupných zmasí dopravovaných na dopravnom páse. Väčšinou je umiestnený nad dopravníkom s vodorovným pootočením o 90° alebo nad koncovým bubnom dopravníka.
Nachytané magnetické nečistoty sú vynášané stranou pomocou pásu, ktorý sa otáča okolo magnetu
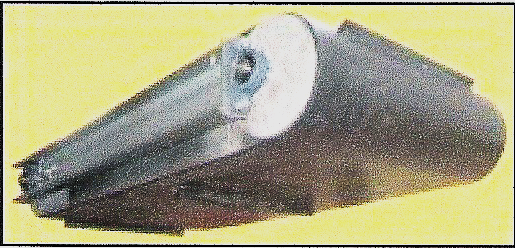
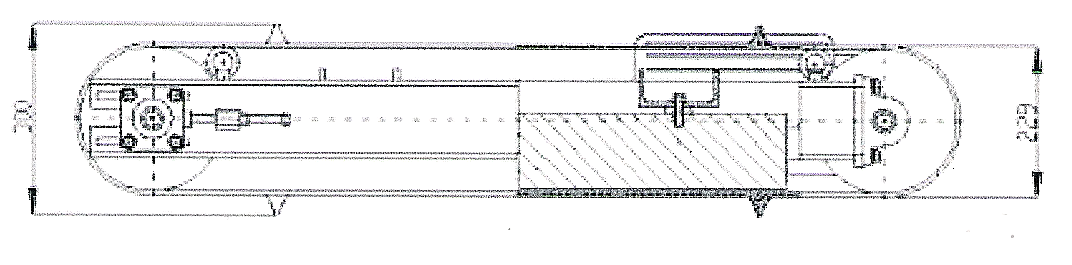
Schéma magnetického dopravníka
Grafický návrh technologického pracoviska
Naša práca SOČ sa skladá z teoretickej a praktickej časti.
V teoretickej časti našej práce zdôvodňujeme :
• prínos pružnej výroby na presadenie sa na trhu
• stratégiu pružnej výroby
• efektívnosť skupinovej technológie
V praktickej časti našej práce navrhujeme 6 súčiastok skupinovej technológie pre obrábanie sústružením. K nim navrhujeme NC stroj, charakterizujeme parametre stroja. Vyberáme aj robot- manipulátor a dopravník na transport triesky. Výsledným efektom našej práce je grafický návrh technologického pracoviska pružnej výrobnej bunky s ekonomickým zdôvodnením.
Prínos našej práce vidíme v jej využití ako :
• motivačný prvok pre žiakov v predmete Technológia, Programovanie, Ekonomika, Odborný výcvik
• pri nábore žiakov ZŠ do študijného odboru programát
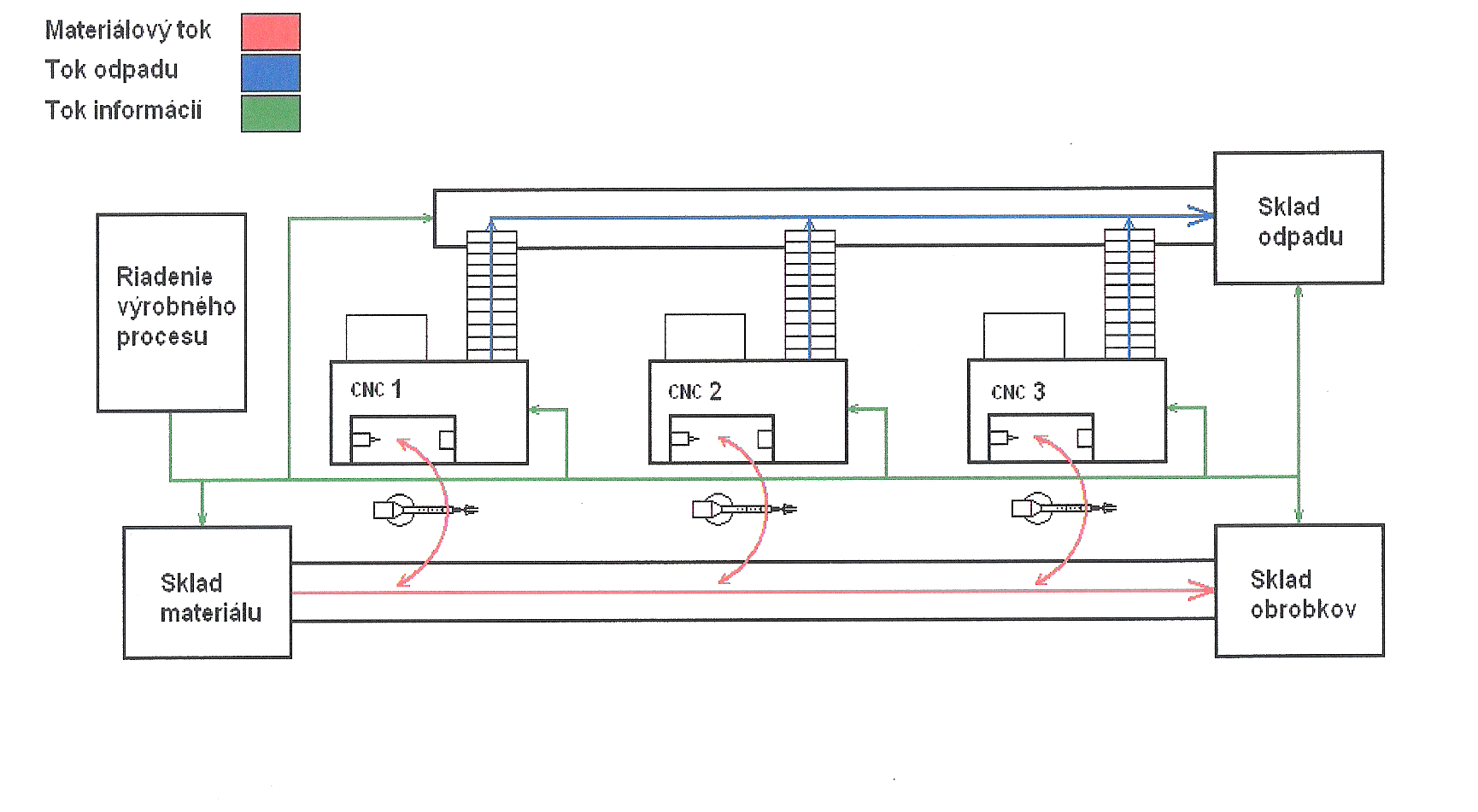
Pri voľbe prvkov pracoviska sme prihliadali na to, že obrábané súčiastky nie sú príliš zložité. Z toho dôvodu by bolo zbytočné na šesť operácií strojov. Pri šiestich strojoch by boli vyššie náklady na prevádzku. Preto sme počet strojov zredukovali na tri. Sú síce drahšie, ale výkonnejšie a technicky dokonalejšie. Pri každom CNC stroji je jeden dopravník pre odvod triesok, je výhodný z finančného hľadiska. Každý stroj má riešenú otázku triesok malými dopravníkovými pásmi, ktoré sú napojené na veľký dopravníkový pás. Ten vedie rovno do kontajnera do skladu odpadu.
