




Cieľom našej práce bolo pomocou PLC a TOUCH PANELA navrhnutie lisovacej stanice. Ako študenti štvrtého ročníka na Technickej akadémii v Spišskej Novej Vsi sme sa rozhodli zostaviť PLC stanicu, ktorej súčiastky nám boli darované školou z Nemecka v rámci projektu Leonardo da Vinci. Po ich namontovaní na rám a zapojení do siete ako aj pripojení ku kompresoru sme vytvorili program pre lisovaciu stanicu. Táto lisovacia stanica je ovládaná snímačmi, tlačidlami a dotykovým displejom. Slúži na lisovanie predmetu zboku a zvrchu. Pre bezpečnosť sú použité snímače koncových polôh pneumotorov, ako aj tlačidlo „EMERGENCY STOP“ pre núdzové zastavenie.
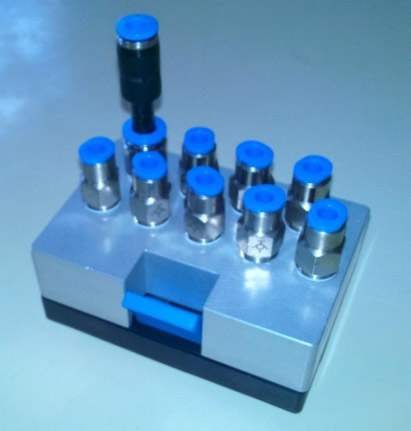
Pre lisovaciu stanicu sme sa rozhodli použiť toto rozloženie.
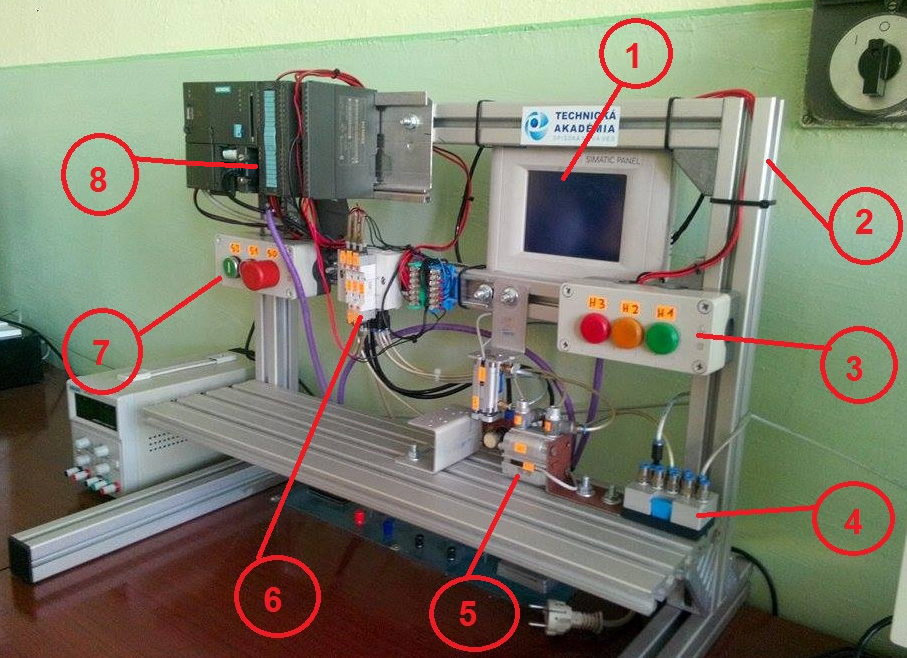
Obr.1 Rozloženie súčiastok na paneli
Používa sa pre stredne rozsiahle úlohy. Jedná sa o grafický (monochromatický) dotykový (Touch) panel s citlivou obrazovkou. Veľkosť obrazovky je 6“. Vyznačuje sa veľmi vysokou životnosťou a vysokým stupňom krytia – IP65 (čelo panela). V prípade jeho nasadenia v prostrediach s vyšším stupňom nebezpečenstva poškodenia sa obrazovka môže doplniť ochrannou fóliou, ktorá sa pomocou rámčeka veľmi jednoducho pripevní k panelu. Štandardné komunikačné rozhranie (PROFIBUS, MPI, sériové) sú už samozrejmosťou.

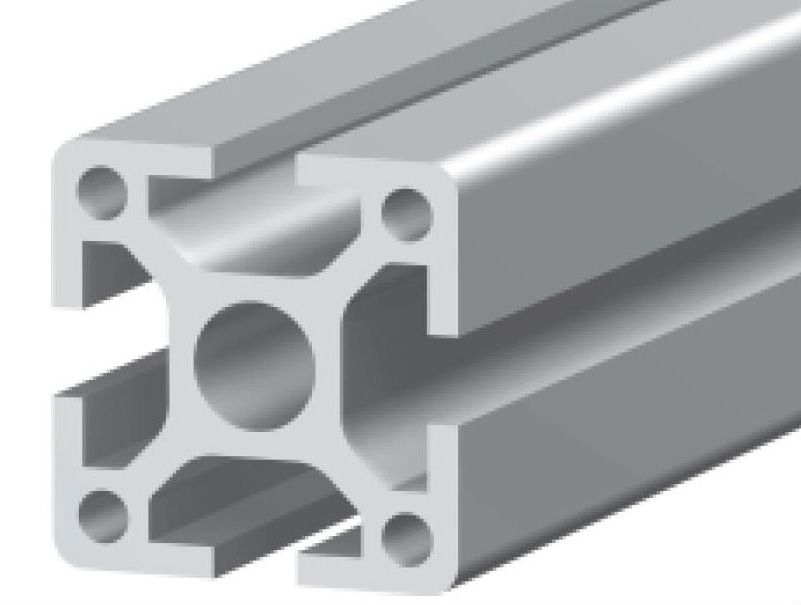
Slúži na uchytenie potrebných súčiastok. Na našej stanici sú použité profily MayTec. Profil sa vyznačuje:
-vysokou flexibilitou
-vysokou nosnosťou
-modularitou a jednoduchosťou montáže
-kompatibilitou s profilovým systémom MayTec
-systémovou drážkou pre upevnenie prípravku a konštrukčných kompomentou
-odolnosti proti korózii a minimálnou údržbou
-možnosťou pripojiť k iným už existujúcim hliníkovým systémov
Slúži na indikáciu zapnutia a chodu programu.

H1 - zelená žiarovka slúži na indikáciu chodu programu rozblikaním, ak je v automatickom móde.
H2 - oranžová žiarovka svojim svietením indikuje single mód, pri spustení cyklu v tomto móde sa žiarovka rozbliká.
H3 - červená žiarovka sa rozbliká ak je stlačené tlačidlo EMERGENCY STOP, po uvoľnení žiarovka stále svieti, až pokiaľ nebude chyba resetovaná na dotykovom paneli.
Slúži ako rozvod privádzaného vzduchu kompresora do rozvádzačov riadených cievkou.
Tento konkrétny model má 9 vývodov/prívodov. Na jednom s vývodov je regulácia na menší priemer.
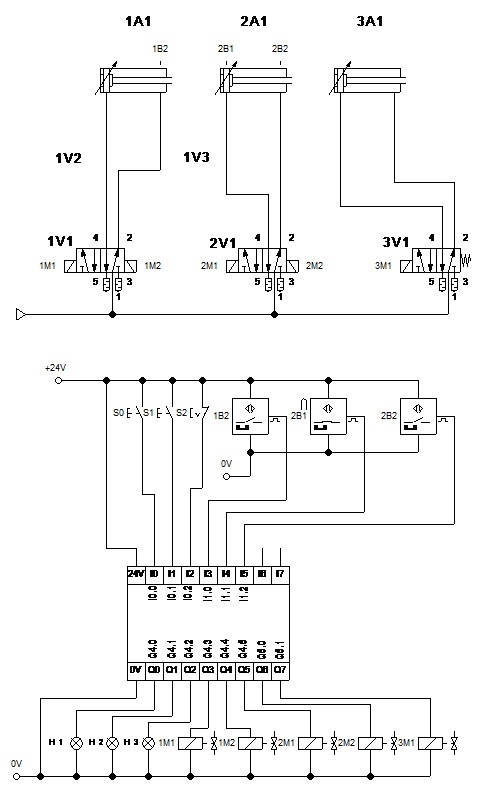
Pneumatické motory využívajú ako nositeľa energie k prenosu síl a momentov stlačený vzduch.
V našej lisovacej stanici sú použité 3 dvoj-činné priamočiare pneumatické motory.

1A1 - 2-činný priamočiari motor s prívodmi V2 a V3. Lisuje polovýrobok s bočnej strany.
1B2 - snímač pre snímanie koncovej polohy pneumotora 1A1.
2A1 - 2-činný priamočiari motor s prívodmi V4 a V5. Lisuje polovýrobok z vrchu.
2B1 - snímač pre snímania koncovej polohy pneumotora 2A1.
3A1 - 2-činný priamočiari motor s prívodmi V6 a V7. Slúži na vysunutie výlisku von z lisu, aby mohol byť lisovaný ďalší polovýrobok.
Na našom paneli sú použité tri trojcestné dvojpolohové rozvádzače ovládané cievkou.

Použili sme tri tlačidlá farebne rozlíšené na lepšie znázornenie činnosti
- S2: (zelená farba) slúži na spustenie cyklu
- S1: (červená farba) slúži na dokončenie cyklu v automatickom režime
- S0: (emergency stop) slúži pre okamžité zastavenie cyklu

Je programovateľný logický automat pre rýchle riadenie a úlohy stredného spektra výkonnostného rozsahu. SIMATIC S7-300, poskytuje univerzálnu automatizačnú platformu pre systémové riešenia s hlavným dôrazom na výrobnú technológiu. Táto platforma je optimálnym riešením ako pre centralizované, tak pre distribuované riadenie. Vďaka neustálemu zlepšovaniu parametrov je táto automatizačná platforma veľmi žiadaná celým širokým spektrom svetových firiem. SIMATIC S7-300 predstavuje modulárne rozšíriteľné PLC s ťažiskovým použitím na riadenie nespojitých procesov a rozsahovo menších aplikácií spojitého riadenia.

Celý program sa vytvára v grafickom prostredí. V každom druhu softvéru na programovanie dotykových panelov ( napr. WinCC) je princíp rovnaký. Jednoduchým kliknutím pravého tlačidla myšky a následným potiahnutím na obrazovku dotykového panela sa dokáže presne vložiť tlačidlo, text, obrázok, animácia, alebo iné predmety v takej veľkosti,ktorú si zvolíte na presne určené miesto na ploche displeja. Každej z týchto vložených častí sa potom pridá jeho funkcia. Ako funkciu sa môže zvoliť prepínanie medzi obrazovkami alebo vkladanie logickej „1“ alebo „0“ do medzi pamäte M (Merker) alebo priamo na výstupy PLC. Ďalšou možnosťou je nastaviť funkciu výstupnému textovému políčku, aby nám zobrazoval napríklad údaje z čítača v PLC. Vložením vstupného textového políčka a následným nastavením funkcie vpísania hodnoty na vstup dokážeme napríklad nastaviť hodnotu do porovnávača v PLC, pomocou ktorého môžeme následne regulovať počet akcií, ktoré má stroj vykonať.
- nízke inžinierske náklady
- minimálne prevádzkové náklady
- rýchle prevody inštrukcií
- ukladanie dát do pamäti RAM
- jednoduchá práca s programom
- flexibilita použitia
- malá priestorová náročnosť
- riadenie môže prebiehať súčasne s tvorbou programu
- dlhá životnosť
Na dotykovom displeji si môžeme vybrať automatický alebo jednoduchý režim. Po zvolení automatického režimu sa rozsvieti zelená kontrolka. Program sa môže ovládať pomocou dotykového panelu, ale aj pomocou tlačidiel. Pre spustenie cyklu môžeme stlačiť tlačidlo S2 alebo na dotykovom panely tlačidlo ŠTART. Zelená kontrolka začne blikať a po 3 sekundách sa vysunie prvý pneumotor 1A1, ktorý zlisuje predmet zboku a o sekundu sa vysunie pneumotor 2A1, ktorý zlisuje predmet zvrchu. Po určitej chvíli sa obidva pneumotory zasunú. Po sekunde sa vysunie pneumotor 3A1, ktorý posunie predmet ďalej, aby sa mohol lisovať ďalší. Po zatlačení tlačidla S1 alebo na dotykovom panely STOP sa dokončí začatý cyklus. Po stlačení tlačidla S0 alebo na dotykovom panely EMERGENCY STOP sa zastaví celý cyklus bez ďalšieho pohybu pneumotora. Pokračovanie v cykle je možné až po uvoľnení tlačidla S0 a stlačení tlačidla RESET na dotykovom panely. Keď si vyberieme jednoduchý režim, všetko je rovnaké ako u automatického režimu až nato, že sa nepoužíva tlačidlo S1 alebo STOP na dotykovom displeji, lebo jednoduchý režim vykonáva len jeden cyklus. Ďalej na dotykovom panely si môžeme ešte zvoliť buď monitorovací režim alebo testovací režim. Monitorovací režim sa používa na sledovanie pneumotorov či sú vysunuté, tlačidiel či sú stlačené, kontroliek či sú rozsvietené a snímačov či sú aktívne. Testovací režim slúži na otestovanie pneumotorov, či sú funkčné a kontroliek či svietia.
Výsledkom našej práce je zostavený PLC panel na ktorom je demonštrovaná lisovacia stanica, ktorá spája PLC automat s pneumatikou. S praktickou realizáciou je výbornou demonštráciou použitia PLC automatov ako aj učebnou pomôckou.
{s5_media_player media=[video] video_mp4=[http://www.strojar-inovator.sk/images/video-2015/lisovacia-stanica.mp4] }
