




Touto prácou by som veľmi rád priblížil podrobnejší popis funkcie mobilných drvičov. Mojím cieľom bolo dokázať si, že sa dá vytvoriť model, ktorý som navrhol a zostrojil. Dokázať ľuďom v mojom okolí, že takýto stroj dokážem vyrobiť aj v malej mierke.
Na druhej strane som chcel vytvoriť učebnú pomôcku, ktorá by pomohla ľuďom spoznať ako toto zariadenie naozaj funguje. Akou zložitosťou sa vyznačuje, a čo je pri týchto strojoch veľký problém.
Aby aj osoby, ktoré neskôr budú vykonávať servis a opravy týchto zariadení, jednoducho pochopili princíp ich činnosti.
Zariadenia tohto druhu sa využívajú vo veľkých kameňolomoch, kde treba drviť veľké kamene ale i na miestach, kde sa demolujú budovy a demolačný odpad zo stavby treba rozdrviť na stavebnú sutinu.
Námet som čerpal v Cementárni Lietavskej Lúčke, kde pracuje môj otec. Som im veľmi vďačný, že mi dali túto príležitosť. V tomto podniku sa takéto stroje vyskytujú a sú jedným z hlavných zariadení, ktoré sú nevyhnutne potrebné k výrobe cementu.
Budem veľmi rád ak sa vám môj model bude páčiť. Dúfam, že sa mi podaril, ale to už musíte posúdiť vy.
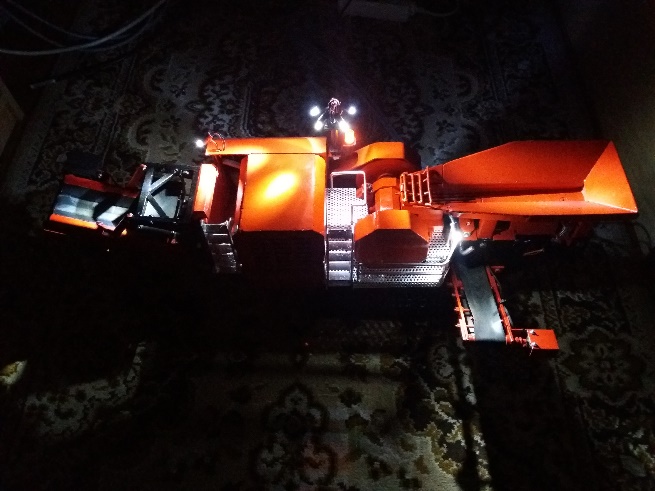
Za môj vzor som si vzal drvič od firmy TEREX-Finlay. Určite to nie je detailný model, ale približné črty tam sú.
Len tak pre zaujímavosť, tento model má hmotnosť približne 18,2 kg.
Model je vyrobený z klasickej ocele 11400. Väčšina častí je vyrobená z ocele. Kryty motorčekov, kondenzátor sú z umelej hmoty no a gumené pásy na dopravníkoch sú vyrobené zo starého kolesa z bicykla.
Celkové rozmery drviča sú približne 700 mm na dĺžku, 270 mm na šírku a 250 mm na výšku. Výroba modelu mi trvala približne 3 roky a strávil som pri tom neskutočné množstvo hodín. Niekedy aj dlho do noci. Výpočty sily, zotrvačnosti ale aj ďalšieho boli na tom asi najhoršie. Viackrát som niektoré časti prerábal, pretože neplnili funkciu, ktorú by mali.
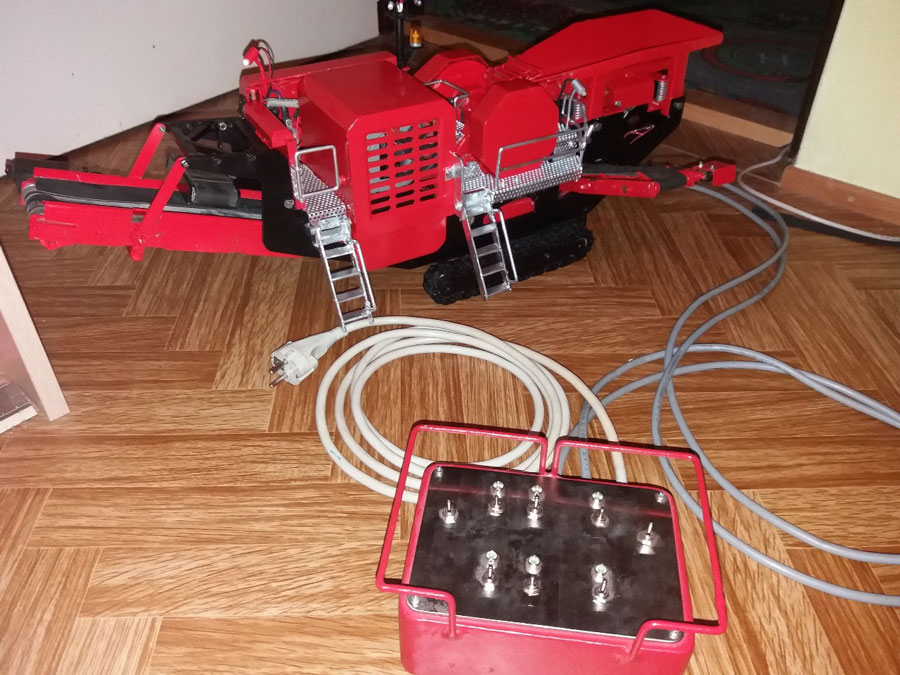
Model je typ drviča: čeľusťový mobilný drvič, čiže k svojej činnosti využíva čeľusťový drvič poháňaný motorčekom na 220V.
Čeľusťový drvič
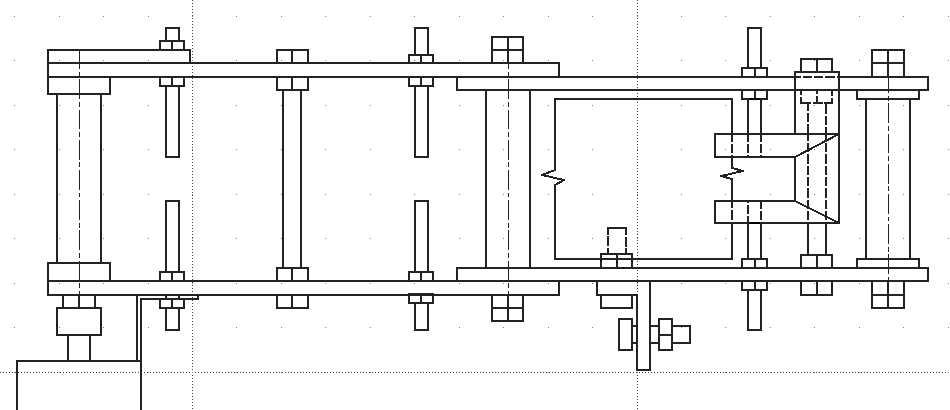
Hlavná časť celého zariadenia. Čeľusťový drvič sa skladá z pohyblivej čeľusti, pevnej čeľusti, stien drviča, excentra, držiaka platne, ložiskových domcov. Skrutkou je možné nastavovať hrúbku (fraktúru) drvenia kameňa a to od 1mm až do 8mm. Krútiaci moment z motora sa prenáša na zotrvačník pomocou remeňového prevodu. Zo zotrvačníka na excenter a z excentra na pohyblivú čeľusť. Pohyb sa premieňa z rotačného na priamočiary kmitavý. Princíp drvenia kameňa je v tom, že pohyblivá čeľusť sa približuje k pevnej čeľusti a otvor medzi týmito dvomi čeľustiami sa zmenšuje a dochádza k drveniu. Po dosiahnutí najmenšej možnej polohy sa čeľusť opäť vzdiali, aby sa kameň mohol posunúť o kúsok nižšie. Tento cyklus sa opakuje znova a znova.
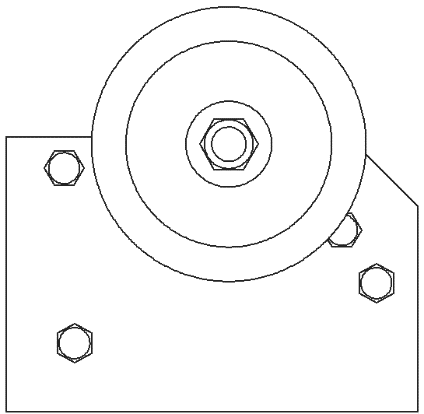
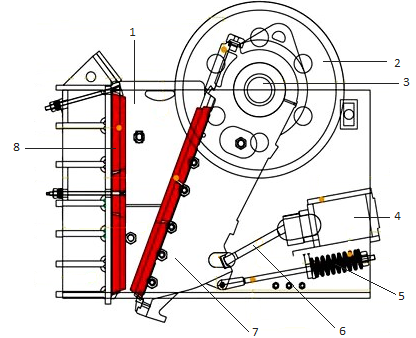
1-steny drviča, 2-zotrvačník, 3-excenter, 4-držiak platne, 5-pružina, 6-vymedzovacia platňa, 7-pohyblivá čeľusť, 8-pevná čeľusť
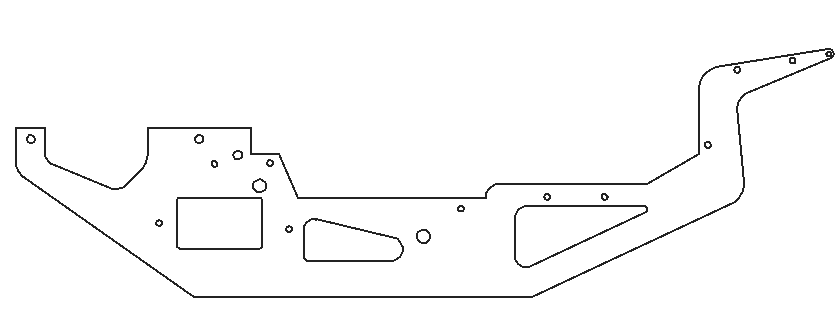
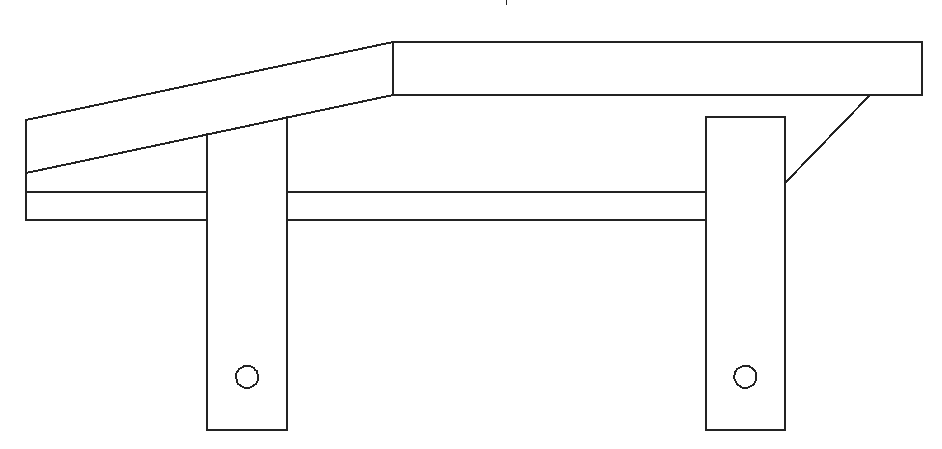
Hlavný nosný rám
Tento rám drží všetky súčiastky pohromade ako drvič, tak aj podávaciu platňu a mnoho iných častí. Je vyrobený z materiálu 11 600. Hrúbka materiálu je 4mm. Takéto kusy máme na drviči dva a to jeden z jednej strany a druhý z druhej strany.
Hlavný dopravník
Slúži na odvoz rozdrveného kameňa od drviča na hromadu. Je to gumený pás, ktorý sa točí po sústave valcov. Je poháňaný motorčekom s napätím 6V. Má na sebe dva vodiace plechy, ktoré slúžia na usmernenie odvážaného materiálu, aby nespadol mimo gumený pás. Na vodiacich plechoch sú lepidlom prilepené dve gumené zábrany , ktoré slúžia na zachytenie aj tých najmenších kúskov materiálu.
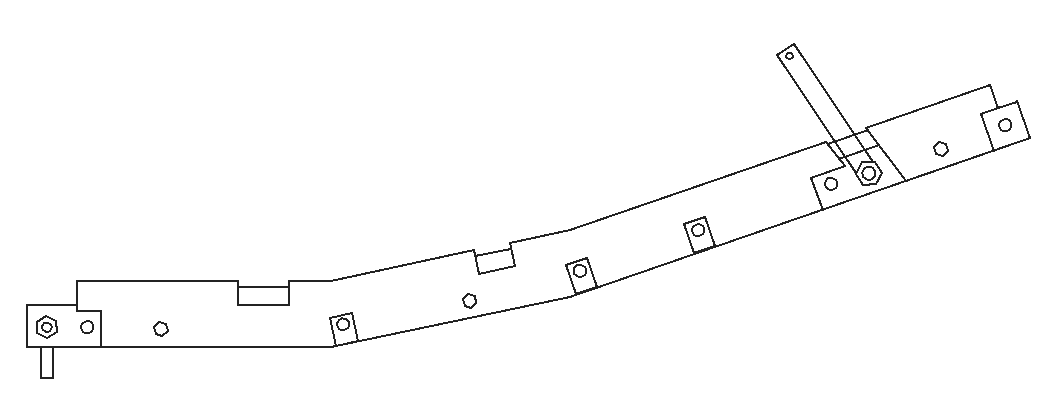
Podávacia platňa
Medzi jednu z najdôležitejších častí stroja patrí aj podávacia platňa. Slúži na podávanie materiálu z hlavnej násypky do násypky nad drvič a následne do samotného drviča, kde prebieha drvenie. Úlohou tejto platne je taktiež vytriediť hlinu a menšie časti kameňa ktore netreba preháňať cez drvič. Tie potom ďalej padajú na další dopravník a sú odvážane na inú hromadu.
Táto platňa vykonáva vibračný pohyb. Pri pohybe materiálu po naklonenej rovine a pri vibráciach sa materiál dostane až k samotnému drviču. Tento pohyb zabezpečuje vibračný motorček napájaný 6V, ktorý je pripevnený na spodnej strane platne.
Hlavná násypka
Je to časť, kde sa nakladá materiál s rýpadlom, ktorý chceme drviť. Táto násypka je nad podávaciou platňou. Z tejto násypky materiál ďalej prechádza podávacou platňou. Celá násypka je vyrobená z plechu hrúbky 2 mm. Je pevne uchytená o hlavný rám drviča štyrmi skrutkami M5.
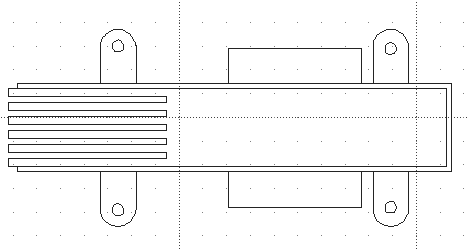
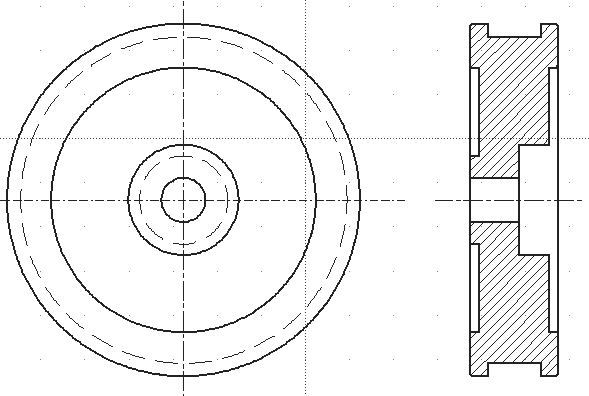
Zotrvačník s drážkou na remeň
Táto súčiastka má dve hlavné funkcie: prenášať krútiaci moment z hriadeľa motora na excenter, ktorý poháňa čeľusť v drviči. Slúži ako prevod z rýchla do pomala, aby sme dosiahli väčšiu silu na drviči. Druhou funkciou je spolu s ďalším zotrvačníkom na druhej strane excentra slúžiť ako zotrvačník drviča, aby mal drvič silu aj pri plnom zaťažení. Musia mať svoju váhu, aby dokázali plniť svoju funkciu.
Bočný dopravník
Tak isto ako aj hlavný dopravník slúži na odvoz materiálu s tým rozdielom, že tento dopravník odváža vytriedený materiál z podávacej platne. Dopravník je poháňaný motorčekom s napätím 6V. Keďže tento dopravník smeruje von z jednej strany drviča, musí byť možné tento dopravník pri prevoze zložiť.
Ďalšie časti
Toto boli tie najdôležitejšie časti, ktoré tento stroj potrebuje. No nezaobíde sa ani bez tých ďalších ako sú: signalizačná sirénka, ovládací panel, osvetlenie na prácu v noci, výstražný maják, bezpečné miesta, kde môže behať obsluha, kryty zotrvačníkov aby sa niekomu neprihodil úraz, pásový podvozok, triediaca platňa, magnet na oddeľovanie kovu a mnoho ďalších časti ktoré sú nevyhnutné na činnosť.




Ja a drvič
Na tejto fotografii som u môjho otca v práci pri statickom drviči. Princíp je taký istý, len nie je na pásovom podvozku ale je priskrutkovaný k zemi.

Časti modelu som si postupne robil na praxi v školských dielňach. Sústružnícke práce ako aj frézarské práce napr. zotrvačník, excenter, čeľuste drviča , otvor v spodnej platni. Určité časti som si spravil neskôr aj vo firme VURAL a. s, kde som praxoval.
Doma som to len všetko poskladal do jedného celku, zapojil elektriku za pomoci otcovho kamaráta, ktorý na mňa dával pozor, a pár zvarov.
Na túto prácu som sa dal preto, pretože ma baví vyrábať z ocele rôzne zariadenia. Beriem to vždy ako výzvu.
Tak ako niekoho baví hrať futbal, tak mňa baví konštruovať takéto veci. Chcel som dokázať, že sa to dá vyrobiť aj takéto maličké. Vždy ma fascinovali tieto stroje, pretože sú tak neuveriteľne veľké ako niektoré budovy. Je úžasné čo dokázal človek vymyslieť. Ako sa dokáže také množstvo kovu dať do pohybu a vykonávať svoju činnosť. Dúfam, že sa mi v živote podarí niečo takéto veľkolepé navrhnúť a skonštruovať. Bol by to môj splnený svet.
Poďakovanie patrí v prvom rade môjmu ocinovi, bez ktorého by som tento model nemohol zrealizovať. Ďalšie poďakovanie patrí spoločnosti CLL, v ktorej som mohol tieto stroje vidieť.
No a v neposlednom rade sú to ľudia, ktorý mi pomohli s výrobou ako sú majstri na odbornom výcviku, môj majster na praxi vo firme a taktiež Strednej odbornej škole strojníckej, kde som si tieto súčiastky vyrábal.
